
1 引言
鋁合金是重要的工業材料,特別被廣泛用于航空宇航工業,被用于制作飛機、火箭的表面蒙皮、承力結構和連接緊固件。例如2D12 常用于制造搖臂、拉桿,LC9 主要用于桁條、蒙皮、接頭,活塞桿等[1]。由于使用常規方法加工零件表面精度的提高會導致加工費用和時間的成倍提高,所以,我們需要采用新的加工手段以改變這種狀況,超聲波表面光飾加工就是其中一種可行的方法,它可以使回轉體零件的表面粗糙度一次性提高三級以上,并顯著提高表層硬度,提高表面的耐磨性及耐腐蝕性能,但由于航空產品所受的環境條件和載荷非常嚴酷,對結構的可靠性、安全性要求也越來越高,要求安全服役的疲勞壽命也越來越長,因此我們有必要對鋁合金超聲波加工對材料疲勞性能和表面處理性能的影響做一下研究和分析,以利于這種加工方法的推廣和應用[2]。
2 超聲波表面光飾加工的原理
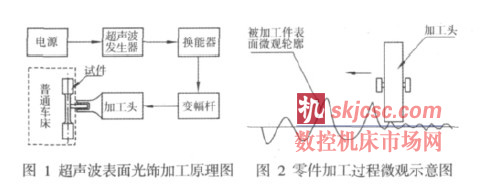
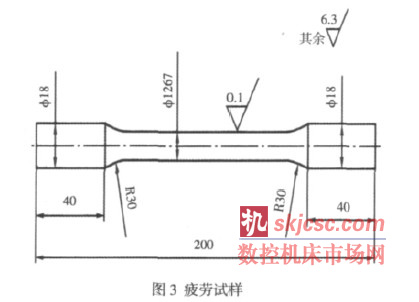
超聲波表面光飾加工原理圖,如圖1 所示。由超聲波發生器產生超聲振蕩波,經換能器轉換成超聲機械振動,這種超聲機械震動被變幅桿放大振幅,通過加工頭(滾輪狀)與工件接觸,使加工頭不斷地撞擊加工表面,在加工頭瞬間正負交替的正壓沖擊波作用下。將被加工零件表面因刀具產生的微觀輪廓峰頂壓平,如圖2 所示。并使表層組織更細密。因此,超聲波表面光飾加工實質上是被加工零件受加工頭高頻機械沖擊和擠壓作用的綜合結果[3-4]。
3 試驗內容及考核項目
采用航空工業常用材料LC9 及2D12 為試驗用料,每種材料各制兩組試料,一組采用常規車工拋光為最終加工方式,另一組采用超聲波表面光飾加工為最終加工方式,要求達到IT7 級的尺寸精度及Ra≤0.1μm 表面粗糙度[3]。對每種材料的兩組試料進行以下方面的對比試驗:金相組織對比分析,鍍鉻層對比分析,疲勞性能對比,壽命檢查。
3.1 加工后的試件材料檢查
3.1.1 裂紋檢查
檢查方式為熒光檢查,檢查所有被加工試件表面有無裂紋及其它缺陷,經檢查,被加工件表面無裂紋。
3.1.2 表層金相分析
經過對材料相同、加工方式各為常規加工和超聲波加工的兩組試樣的加工表面金相對比,在500 倍顯微鏡下進行發現經超聲波加工的試樣表面組織較常規加工細密[5]。
3.1.3 耐腐蝕性檢查
經過對材料相同、加工方式各為常規加工和超聲波加工的兩組的加工表面用5%稀鹽酸20℃室溫下進行耐腐蝕性檢查,在稀鹽酸中浸泡4h,目視檢查發現超聲波加工的試樣表面腐蝕程度小,證明經過超聲波表面光飾加工的試件有較高的耐腐蝕性。
3.2 試件表面處理
3.2.1 硬陽極化(對2D12)
對材料為2D12 的兩組試樣進行硬質陽極氧化處理至硬陽極化層厚度為(50~60)μm,化后進行的外觀質量檢查,對試樣各20 件進行100%質量檢查,結果為:(1)兩組試樣膜層均勻完整,沒有膜層疏松、電燒傷及過腐蝕現象;(2)膜層硬度均大于250HV。
3.2.2 鍍硬鉻(對LC9)
兩組試樣鍍后外觀檢查,鍍層無分層、脫落現象,在整個表面上粗糙度可達Ra≤1.6μm,其中,經超聲波加工后的試樣表面粗糙度可達Ra≤0.8μm。(1)兩組試樣鍍層厚度均勻。(2)兩組試樣鍍層結合力相近,且符合HB 5041 的規定。
3.3 鍍(化)后加工
材料為2D12 并進行硬質陽極氧化的兩組試樣在化后進行了表面拋光加工以使表面粗糙度達到Ra≤0.1μm 的要求。加工過程中膜層均無脫落現象。材料為LC9 并進行表面鍍鉻處理的兩組試樣在鍍后進行外圓磨削加工,以使表面粗糙度達到Ra≤0.1μm 的要求。加工過程中鍍層均無脫落、起皮的現象[6]。
3.4 疲勞對比試驗
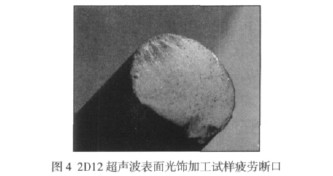
每組試樣各10 件進行同載荷、同頻率下的疲勞壽命對比。試驗條件:(1)試驗機:EHF-EG100KN 型電液司服疲勞試驗機;(2)加載方式:軸向加載;(3)應力比:R=0.1;(4)頻率:10Hz;(5)波形:正弦波;(6)試驗溫度及環境:在室溫空氣中進行。試樣的外形尺寸,如圖3 所示。
在疲勞試驗之前,4 組試樣中各選大于3 件試樣進行靜拉伸試驗,確定抗拉強度δb 值,取其平均值用于確定試驗載荷,抗拉強度δb 試驗結果,如表1 所示。

疲勞試驗采用非對稱循環,取應力比R=0.1,應力水平取0.65δb(該數據以前兩根試樣取0.6δb 時的試驗結果確定),試驗頻率根據所用的疲勞試驗機選用(10~15)Hz[7],根據此,材料為LC9的試樣疲勞試驗載荷計算為:
最大載荷:Pmax=0.65δb=0.65×571≈370.7MPa最小載荷:Pmin=0.1 Pmax=0.1×370.7=37.1MPa材料為2D12 的試樣疲勞試驗載荷計算為:
最大載荷:Pmax=0.65δb=0.65×518.6≈337.6MPa最小載荷:Pmin=0.1 Pmax=0.1×337.6=33.8MPa經過疲勞試驗,得出試件疲勞試驗數據,如表2 所示。

表中:X—對數平均值;S—標準方差;Cv—變異系數;N50—中值壽命。四組疲勞試驗試樣斷口處疲勞源與斷裂形式大致相同,材料為2D12 并經過超聲波表面光飾加工的試樣斷口圖片,如圖4所示。
3.5 壽命試驗
針對LC9,使用某型飛機主系統液壓油箱活塞桿,該活塞桿材料為LC9,熱處理至CGS1 狀態,表面粗糙度Ra≤0.1μm,表面鍍硬鉻(40~60)mm。活塞桿簡圖,如圖5 所示。試驗內容:經超聲波表面光飾加工并鍍鉻的活塞桿裝入主系統液壓油箱,在室溫下進行活塞桿往復運動500 次,常溫試驗后進行高溫100±5℃和低溫-45℃下的活塞桿往復運動各3000 次。先進行高溫試驗,后進行低溫試驗,在進行高溫每1000 次后,進行一次低溫和常溫的氣密性檢查,應密封。試驗后分解檢查活塞桿應無損傷、無變形,鍍層無脫落現象[8]。被試件受力狀況:每往復一次,活塞桿在液壓力的作用下尺寸Φ36f7處受到F=15300N 和F=365~700N 各一次的交變載荷。試驗結果:常溫及高低溫壽命試驗后油箱密封性檢查性能合格,壽命試驗后分解檢查活塞桿無損傷,無變形,Φ36f7 表面鉻層無脫落現象。
4 結論
(1) 超聲波表面光飾加工是對金屬零件表面進行無研磨劑的研磨和微小變形處理,使金屬零件表面達到更理想的表面粗糙度要求。(2)超聲波表面光飾加工使表面產生壓應力,提高表面的顯微硬度、耐磨性及耐腐蝕性。(3)經過超聲波表面光飾加工的鋁合金試件表面硬質陽極氧化和鍍鉻后,鍍(化)層質量不低于常規加工的試樣。(4)經過超聲波表面光飾加工的試件疲勞壽命有較大幅度的提高。(5)超聲波表面光飾加工技術可代替常規加工完成鋁合金零件光飾表面的加工。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








