
一、深孔加工的概念
在機械制造業中, 孔的鉆削是機械加工的一個類別, 是常用的加工方法。但是大直徑及小直徑的深孔鉆削是一個新的課題, 在生產中有許多筒、桿類零件需要用深孔加工的方法進行加工。例如: 飛機的作動筒、活塞桿等高強度鋼。筒形件所需加工的深孔, ![]() 間, 有的> 1D 以上至37 倍左右, 而且有一定的精度和光潔度要求, 因而只有采用深孔加工的方法, 才能達到設計圖紙的規定和保證產品質量。
間, 有的> 1D 以上至37 倍左右, 而且有一定的精度和光潔度要求, 因而只有采用深孔加工的方法, 才能達到設計圖紙的規定和保證產品質量。
例1 . 加工一個外筒零件, 其長度與直徑之比為8. 28 ( 見圖1 )
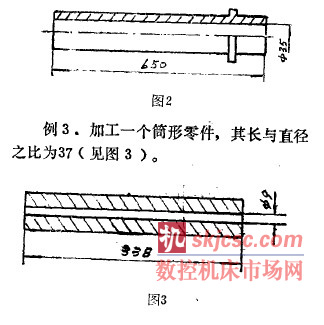
例2 . 加工一個活塞桿, 其長度與直徑之比為18 . 5 ( 見圖2 )。

二、深孔加工的方式
刀具和設備
1 、其加上方式按工序分大致有:.槍鉆 ( 或噴吸鉆、BT A 深孔鉆) 、推鑊、推鉸、拉鉸、超精磨等。
2 、所采用的刀具有: 搶孔鉆頭( 或單管噴吸鉆頭、B T A 深孔鉆頭)、推錘刀、浮動幢刀、推鉸刀、拉欽刀、超精磨頭等。在當前機加生產中采用的深孔刀真, 有的尚在試驗階段, 有的己用于生產, 現舉例論述兩種刀具。
( 1 ) 單管噴吸鉆( 見圖4 )
零加設計部門在為新的噴吸鉆設計及參考有關資料, 取消了6 個噴油小孔,’改為雙刃, 從試驗情況來看, 能較好地解決切削、斷屑、排屑等間題, 生產效率也較高。但由于它的結構復雜, 切削刃易損壞, 且難以重磨, 目前尚處于試驗、改進和完善階段。

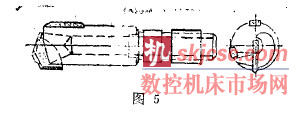
(2) BT A 深孔鉆(見圖5 ) B T A 深孔鉆亦稱單刃內排屑深孔鉆, 有數種規格, 在緒構上基本上沒有改變, 只是在刃口上開了幾條分屑槽, 結合D F系統使甩噴吸、排屑效果都較好卜工作效率及光潔度等級比原索統有提高獲談刀具結構簡單, 易子制造, 成本也較低。
3、深孔鉆床
深孔鉆床又稱深孔鉆幢床或深孔加工機床, 加工孔的最大深度為1 .5米, 直徑為φ1 4~ φ8 5 m m 。
深孔加工機床類別有好幾機有專解機床廠制造的, 也有各廠自J行仿制, 、談計及屠機床改裝的等等, 因而機床加工產品的對象和規格也各有差異, 不盡相同。本文慶敘述的是帶有典型并裝有D F系統裝置的型式,作一概括介紹。
從圖中看出, 在主軸床頭箱處裝有專用夾具及空心頂針, 在空心頂針裝有零件的一端配有雞心卡擬, 以傳遞扭矩, 在設備中部裝有可移動的拖板箱, 其中一端裝有可快速移動的空心頂針, 用來快速夾緊或松開零件, 空心頂針內孔是用來鉆頭開始切削的導向孔, 在另一端裝有刀桿引導套‘刀桿的前端與鉆頭( 或鏗、鉸刀) 用矩形螺紋連接, 一后端是用蓋帽連接固定在支架上, 通過女速機構, 控作著鉆削進給量, 中部托板箱恤面與高壓油路相連, 加工時, 接通高壓浪泵, 高壓冷卻液經機床進入受油器, 以刀桿外部流入加工部位, 帶走熱量及切屑, 從力擇內排出, 稱之為冷卻液推壓式。
將D F 系統帶有流量調節鑲套的裝置,配制在走刀架后端部位, 側面用軟管連接至
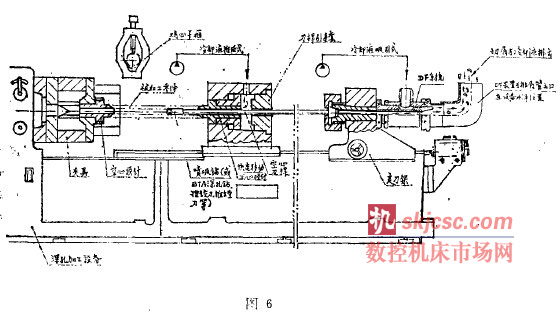
高壓油泵, 加工時, 由另一高壓油從后部流入刀桿尾錐與流量調節錐套的間隙, 由于噴射間隙的作用, 形成一個封閉右勺具有一定角度的錐體網狀渦流環, 使刀桿內孔及后部形成真空狀態, 成為低壓區, 使切屑隨著冷卻液通過排屑管進入集屑箱內。稱之為冷卻液吸引式。
三、深孔鉆削系統
保孔鉆削系統又稱深孔加工系緘由于加工精度、效率的關系, 經淘汰只剩下三種系統即槍鉆系統, 噴鉆系統, BT A 系統. ,現在較發達的資本主義國家里, 在運用深孔鉆削方面出現了一種D F 系統, 它來源于噴吸鉆, 并已用于生產, 取得了較好的效果, ,通過實踐證明, 優于其他三種系統,、現分別簡略介紹如下:
1 、槍鉆系統
冷卻液從刀捍內部到達切削區, 切屑從孔內壁與刀捍V 形槽之間, 靠高壓冷卻液推出, 即所謂冷卻液推屑法, 因為排屑空間較大, 切屑易于排出, 這種刀具的特點是加工效率低, 這是因為使用了V 形刀桿, 會引起扭曲和彎曲, 不能高速進給。
而采用K 系硬質合金刀具加工鋼件時, 易于產生刀疤, 而使加工表面光潔度差, 有時還會劃傷零件。
2、B T A 系統
冷卻液從孔的內壁和刀桿外徑之向的縫隙里到達切削區, 切削被高速冷卻液從刀捍內推出, 由于刀捍是管狀的, 因而剛度好,有可能進行大進給量的高速切削, 但在加工小孔時, 由于冷卻液通道小, 排屑困難, 故加工直徑12 m m 以下的孔效果不佳。
3、噴吸鉆系統
噴吸鉆的刀捍和BT A 系統一樣是管狀的, 但它是雙層管, 應用真空效應將一切屑吸出。由于剛度較高, 可采用大進給量加工,但加工太深較小的孔時, 由于冷卻液通道窄小, 用真空效應排屑較困難, 其缺點是冷卻液的供應方式不能抑制刀桿的振動。4 、D F系統( 見圖6 )
首先了解什么是D F 系統D F 為英文D o u b le Fe e d e r 的縮寫, 原文為切削油雙向進給的意思。D F系統就是深孔鉆削設備上的雙向加油噴吸與抽吸流量調節系統, 它包括固定在該設備上可調節噴、吸流量的機構。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








