
1 引言
整體葉輪指輪轂和葉片在同一金屬毛坯體上,現(xiàn)多采用鍛件毛坯多坐標(biāo)數(shù)控加工來成型[ 1] , 其典型的應(yīng)用有渦輪式發(fā)動(dòng)機(jī)、泵、徑流式渦輪和膨脹機(jī)等許多動(dòng)力機(jī)械[ 2] 。從整體葉輪的結(jié)構(gòu)特點(diǎn)也可以看出: 整體葉輪相鄰葉片的空間較小, 而且在徑向上隨著半徑的減小, 通道越來越窄。因此加工葉輪葉片曲面時(shí)除了刀具與被加工葉片之間發(fā)生干涉外,刀具極易與相鄰葉片發(fā)生干涉[ 3] ; 加工整體葉輪時(shí)加工軌跡規(guī)劃的約束條件比較多, 自動(dòng)生成無干涉刀位軌跡較困難[ 4] 。總的來說整體葉輪數(shù)控加工難點(diǎn)比較多, 因此在多坐標(biāo)數(shù)控機(jī)床上加工前通常都要經(jīng)過仿真, 在此過程中必須解決好整體葉輪數(shù)控加工中的過切、干涉與碰撞、降低生產(chǎn)成本、提高加工效率、優(yōu)化工藝參數(shù)等一系列難題, 為真實(shí)數(shù)控加工做好技術(shù)準(zhǔn)備。另外對于整體葉輪這樣復(fù)雜的三維曲面手工編程根本無法實(shí)現(xiàn), 必須借助于CAM軟件實(shí)現(xiàn)自動(dòng)編程。因此, 研究整體葉輪的數(shù)控仿真加工具有較高的工程應(yīng)用價(jià)值。
2 整體
2. 1 結(jié)構(gòu)特點(diǎn)分析與工藝流程制訂
葉片空間曲面形狀較為復(fù)雜且剛性較差, 因此葉片加工是整個(gè)零件加工難點(diǎn), 由于葉片之間的間隔距離小, 而葉片的扭曲程度決定了加工時(shí)刀具軸的擺動(dòng)范圍, 因此刀具必須在兩葉片之間的范圍內(nèi)擺動(dòng), 刀具才不會(huì)與葉片發(fā)生干涉。
根據(jù)葉輪的幾何結(jié)構(gòu)特征和使用要求, 其基本加工工藝流程為: 1. 在數(shù)控車床上車削加工毛坯的基本形狀, 如圖1 所示; 2. 粗加工葉輪流道曲面; 3.粗加工葉片曲面; 4. 葉片精加工; 5. 葉輪流道精加工。
2. 2 五坐標(biāo)數(shù)控機(jī)床結(jié)構(gòu)與選擇
葉輪的毛坯外形可通過數(shù)控車床車削成型, 而流道和葉片的成型加工則必須在五軸聯(lián)動(dòng)數(shù)控機(jī)床上才能完成。由于本文中葉輪的尺寸不大, 重量較輕, 選用立式五軸加工中心即可完成機(jī)床模擬加工仿真。
2. 3 定位與夾緊方案的確定
文中加工的葉輪中心處有一圓孔可用于加工時(shí)的定位, 只需將毛坯放入與之配合的心軸上, 即限制X、Y 方向的移動(dòng)自由度, 再用一環(huán)形平面與葉輪的底面接觸即可限制兩個(gè)轉(zhuǎn)動(dòng)自由度和Z 方向的移動(dòng)自由度, 最后用螺母壓緊工件即可實(shí)現(xiàn)零件的裝夾。
2. 4 刀具的選擇與刀具半徑的確定
在使用多個(gè)刀具組合的加工過程中, 兩個(gè)不同刀具的無干涉加工區(qū)域可能重疊。通常采用的方法是, 先用較大的刀具來高速加工其所有可能加工的區(qū)域, 較小的刀具則隨后被用來加工較大的刀具無法加工的區(qū)域。這樣, 每把刀的有效加工區(qū)域就可能小于其原來可以無干涉加工的曲面。
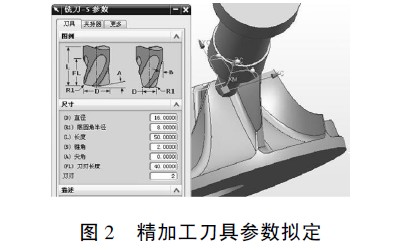
基于上述理論研究, 在進(jìn)行粗加工過程中盡可能選用大直徑球頭銑刀, 但是必須保證刀具直徑D小于葉片間最小距離Lmin , Lmin的大小可以根據(jù)U G軟件的分析面與面之最小距離的功能測得, 且U GNX6. 0 可直接觀察所定刀具相關(guān)參數(shù)是否合適。在精加工過程中, 應(yīng)在保證不過切的前提下盡可能選擇大直徑球頭刀, 即保證刀具半徑R1 大于流道和葉片相接部分的最小圓角半徑Rmin, Rmin 的大小可以根據(jù)UG 軟件的分析最小半徑功能測得, 同時(shí)為了增加刀具剛度設(shè)定精加工球頭銑刀的錐角為2b。UG NX6. 0 可直接觀察所定刀具相關(guān)參數(shù)是否合適, 如圖2 所示。
在單個(gè)葉片加工時(shí), 為了保證刀具不與葉片表面發(fā)生干涉, 刀具半徑應(yīng)小于加工表面凹處的最小曲率半徑l/ kmax , kmax 為整個(gè)葉片表面上凹處最大法曲率。
3 基于UG NX6. 0 的整體葉輪數(shù)控加工仿真校驗(yàn)與后置處理
3. 1 整體葉輪數(shù)控加工路徑規(guī)劃
3. 1. 1 粗加工葉輪流道曲面和葉片曲面
通過可變輪廓銑程序控制驅(qū)動(dòng)方法和刀具軸根據(jù)葉輪流道曲面的加工要求創(chuàng)建多軸聯(lián)動(dòng)粗加工程序。設(shè)定合適的參數(shù), 即可生成的葉輪流道粗加工刀具軌跡如圖3a 所示。
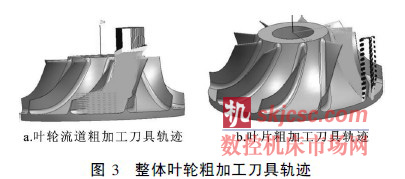
葉片的粗加工創(chuàng)建類型、刀具、幾何體均與粗加工葉輪流道曲面設(shè)置相同; 考慮到葉片曲面空間比較復(fù)雜, 提高加工效率應(yīng)允許刀具側(cè)刃參與切削, 因此/ 刀軸0 設(shè)置為側(cè)刃驅(qū)動(dòng)體, 側(cè)刃加工側(cè)傾角為2b; 切削參數(shù)設(shè)置中/ 部件余量偏置02mm, / 刀路數(shù)04 條, 留0. 2mm 的精加工余量, 內(nèi)外公差均為0. 02mm; 非切削移動(dòng)參數(shù)設(shè)置中/ 進(jìn)刀類型0為線性,長度為80%刀具, 其它設(shè)置與粗加工葉輪流道曲面設(shè)置相同; 主軸轉(zhuǎn)速為2000r pm, 切削進(jìn)給速度為1500mmpm。其它相關(guān)參數(shù)選取系統(tǒng)默認(rèn)值。生成的葉輪葉片粗加工刀具軌跡如圖3b 所示。
3. 1. 2 精加工葉片曲面和流道曲面
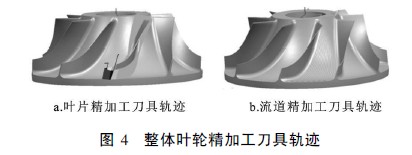
與葉片曲面和流道曲面的粗加工相比, 精加工刀具的路徑規(guī)劃一致, 只需要修改相關(guān)參數(shù)即可, 因此先復(fù)制粗加工創(chuàng)建的操作, 然后再修改有關(guān)參數(shù)和設(shè)置, 生成的葉輪葉片和流道曲面精加工刀具軌跡分別如圖4a 和圖4b。
3. 1. 3 編輯加工程序, 獲得所有刀具軌跡
單個(gè)葉片的多軸加工程序編制完成后, 可以利用UG 旋轉(zhuǎn)復(fù)制功能生成其余葉片和流道的粗加工和精加工程序, 此功能可大大縮短程序的編制時(shí)間。
具體如下:
a. 修改程序名稱。將前面已經(jīng)產(chǎn)生的流道和葉片的粗加工共計(jì)四個(gè)程序重新命名, 名稱最好具有一定的次序規(guī)律, 便于編輯。修改程序名稱的目的是為了更好的管理程序, 不致于編輯后次序產(chǎn)生混亂。
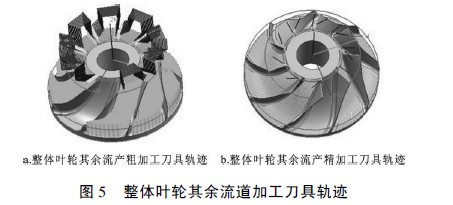
b. 利用UG 的/ 變換0命令繞ZC 旋轉(zhuǎn)產(chǎn)生其余葉片和流道加工程序和刀具軌跡。旋轉(zhuǎn)變換獲得的剩余流道和葉片的刀具軌跡分別如圖5a 和圖5b 所示。
3. 2 程序模擬仿真
對于已經(jīng)生成的刀具路徑, 可在圖形區(qū)中以線框形式或?qū)嶓w形式仿真刀具路徑, 以便于用戶直觀地觀察刀具的運(yùn)動(dòng)過程, 進(jìn)而驗(yàn)證各操作參數(shù)定義的是否合理。刀具路徑驗(yàn)證的可視化仿真是通過刀具軌跡和創(chuàng)建動(dòng)態(tài)毛坯來實(shí)現(xiàn)的。
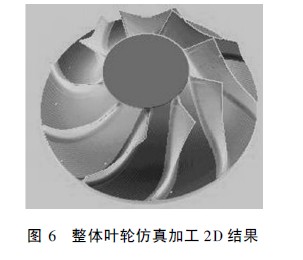
利用U G NX6. 0 對已編寫的程序進(jìn)行模擬仿真, 仿真加工2D 結(jié)果如圖6 所示。
3. 3 NX/ POST 后置處理
刀具位置源文件( CLSF) 包含GOTO 點(diǎn)位和控制刀具運(yùn)動(dòng)的其他信息, 需要經(jīng)過后置處理( Postpro cessing) 才能生成NC 指令。U G NX6. 0 后置處理( NX POST ) 讀取NX 的內(nèi)部刀具路徑, 生成適合指定機(jī)床的NC 代碼, 研究成功得到整體葉輪流道、精粗加工和葉片粗加工NC 程序( 略) 。
4 結(jié)論
本文為整體葉輪的仿真加工提供了一般方法和步驟。在充分做好整體葉輪數(shù)控加工工藝分析的基礎(chǔ)上, 提出五坐標(biāo)機(jī)床、裝夾方式、刀具幾何參數(shù)、切削用量以及非切削移動(dòng)參數(shù)的擬定原則并確定了數(shù)控加工仿真工藝主要參數(shù)。基于上述分析的基礎(chǔ)上, 應(yīng)用U G NX6. 0 進(jìn)行整體葉輪的刀具軌跡仿真實(shí)驗(yàn), 解決了如刀具與葉片易發(fā)生干涉等諸多難點(diǎn),成功得到正確的刀具軌跡仿真結(jié)果并輸出可用于真實(shí)五軸數(shù)控加工的NC 程序。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








