
齒輪傳遞運動的準確性最好是檢測齒輪副的切向綜合誤差。但在實際應用中, 先檢測齒輪加工的位置誤差, 再將位置誤差合成齒輪傳動鏈的傳動誤差。在誤差合成中, 由于誤差的大小、方向等因素很難一一確定, 通常采用極限值法計算傳動精度, 而每個齒輪誤差取極限值的可能性很小, 因而這種計算方法使齒輪加工成本增加。本文在建立齒輪加工誤差參數與傳動鏈傳動誤差關系的基礎上, 根據隨機變量概率分布特性及統計參數, 導出傳動鏈傳動精度的統計計算式。
根據文獻〔1〕的結論, 實際齒輪的齒廓是偏心基圓上的漸開線, 其總偏心距為〔2〕:
e= (△Fcos α) / 2 ( 1)
式中 △F ——齒輪切向綜合誤差, (μm)
α——齒輪的壓力角, ( °)
為了使推導方便, 約定參數的下標表示該齒輪安裝的軸, 主動輪在下標的右上角加“,”。附圖是第j 級齒輪
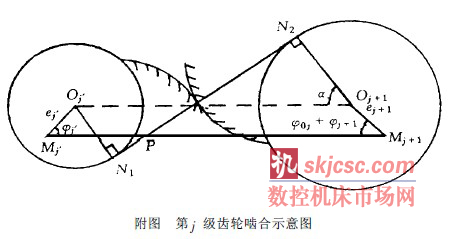
由附圖知: 理論嚙合線長度為:

將式( 3) 和式( 4) 代入式( 2) 得:

的函數得第j 級齒輪的誤差增量函數:
![]()
式中 i mn—— 第m 軸與第n 軸的傳動比; r b( j + 1) ——第j + 1 軸上從動齒輪的基圓半徑。k 級齒輪傳動鏈的累積誤差函數和周期分別為:

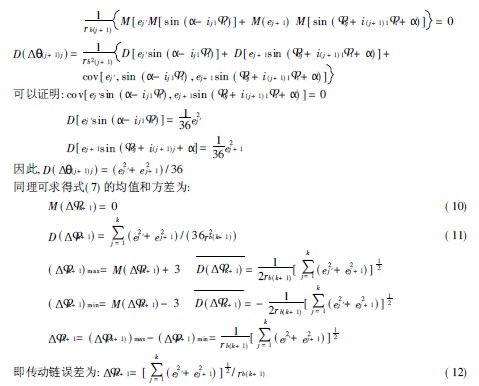
比較式( 9) 和式( 12) , 若所有的偏心距相等, 則前者是后者的2 ![]() 倍, 而后者是在置信概率為99. 7%時推出來的, 因此可以認為, 傳統的方法在計算傳動精度時過于保守, 把本屬于合理的傳動鏈判為不合格。同理, 若給定許用△2
倍, 而后者是在置信概率為99. 7%時推出來的, 因此可以認為, 傳統的方法在計算傳動精度時過于保守, 把本屬于合理的傳動鏈判為不合格。同理, 若給定許用△2![]() + 1, 按式( 9) 選擇加工精度比按式( 12) 選擇加工精度要高, 這意味著, 按后者可降低加工成本。
+ 1, 按式( 9) 選擇加工精度比按式( 12) 選擇加工精度要高, 這意味著, 按后者可降低加工成本。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








