
近些年隨著我國工業技術的迅猛發展, 對裝備制造業提出了更高的要求, 具體包括制造精度、可靠性、強度、剛度等性能, 其中精度和可靠性尤為重要, 其代表了一個國家的制造業水平。精密傳動鏈憑借其獨特的優點, 在要求高精度和高動態性能的設備中得到了越來越廣泛的應用, 其對制造業水平的提高, 制造精度和可靠性起到了保障作用。因此高精度優良動態性能的傳動裝置的研制開發非常重要, 與此同時, 精密傳動鏈的傳動誤差檢測分析也成為亟待解決的問題之一。傳動系統傳動誤差的測量有多種檢測手段和方法, 按照其測量的方式來看通常主要有動態測量和靜態測量兩種方法, 下面將對其分別進行介紹和分析說明。
1 靜態測量
靜態測量是指將傳動鏈的輸入端轉過一定角度后停下來, 在靜止的狀態下測量輸入端和輸出端各自的轉角, 兩者進行比較從而得到傳動誤差的方法。通常選用的儀器有光學度盤、經緯儀、多面體、數字測角儀、分度頭、自整角機以及旋轉變壓器等[1]。其中, 多面體、經緯儀、光學度盤屬于光學式測量, 使用還需分別輔助于自準直光管和讀數顯微鏡等設備。
靜態測量方法的應用如圖1 所示, 圖1 的測試原理為多面體法, 它利用光學多面棱體并輔助于光柵、自準平行光管等設備進行測量。
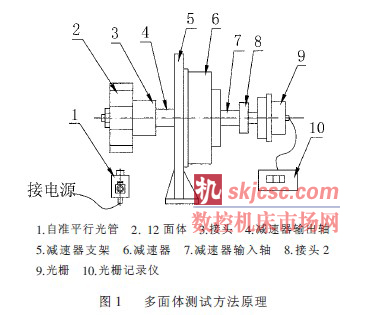
測量時光柵安裝在傳動裝置輸入端上, 輸出端安裝高精度角度計量元件———12 面體, 利用自準平行光管對12面體進行觀測并定位。光柵記錄儀所顯示的值, 是輸入軸的實際轉角值, 其與理論轉角的偏差即為輸入軸在該點的傳動誤差。在輸出軸旋轉一周范圍內測量時, 取其中最大值與最小值的差值, 便可得到以輸出軸一周為周期的減速器的輸入軸的角度傳動誤差[2]。
靜態測量的測量過程是不連續的, 不像動態測量那樣能比較全面地將傳動誤差揭示出來。這種測量回轉誤差的方法由于其設備簡單、理論比較成熟、造價較低, 容易實施, 在早期得到廣泛的應用。
2 動態測量
隨著精密傳動裝置的廣泛應用, 靜態測量法逐漸暴露了它的缺點和局限性。精密傳動裝置的傳動誤差具有高頻性質, 而靜態測量法測量的是傳動過程中若干個間斷點的傳動誤差, 它反映的誤差不全面, 并且測得的誤差有可能并不是傳動鏈最大誤差, 更無法進行頻譜分析, 不便于分析和查找主要誤差來源, 不利于進一步確定提高精度的途徑。因此, 隨著高性能處理器和高精度傳感器的普及, 動態測試己逐漸成為現代測試技術的標志和主流[3]。
動態測量是指在接近工作時的運行狀態下測量輸入端和輸出端的轉角, 兩者進行比較而得到傳動誤差的方法,其測量過程是連續的, 或者說是接近于連續的, 因此它能將傳動誤差全面地揭示出來。測量的方法有磁分度法、慣性法、光柵法和時柵法等。
2.1 磁分度法
這種方法可分為絕對比相式、兩路分頻式單路倍頻分頻式、錄放差頻式和差額激磁式等多種。現以絕對比相式為例來介紹磁分度法的測量原理及其過程, 磁分度法絕對比相式測試原理如圖2 所示。
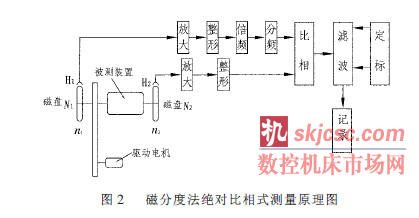
它采用兩個在圓周上錄有正弦磁波的標準錄磁的磁盤來測量傳動裝置的傳動誤差, 測量時, 將磁盤1 安裝在輸入軸上, 將磁盤2 安裝在輸出軸上。磁盤1 的磁波數為N1, 磁盤2 的磁波數為N2 (N1、N2 需為整數)。兩磁盤的磁波數之比應等于傳動鏈的傳動比i, 即i=N1 /N2。在磁盤1 和磁盤2 的圓周上分別設置兩個固定磁頭H1 和H2 用來感應磁盤上的正弦信號。當傳動鏈工作時, 輸入軸和輸出軸分別以轉速n1、n2 旋轉, 這樣, 磁頭H1 便感應出頻率為n1N1 的正弦信號; 磁頭H2 則感應出頻率為n2N2 的正弦信號。由于i=N1 /N2, 所以n1N1=n2N2。即兩磁頭感應出的信號頻率相同。然后, 將兩路信號經過放大、整形, 便可進入相位計中比相。當傳動裝置的傳動誤差為零時, 則兩路信號將保持恒定的相位差; 當傳動裝置的傳動誤差不為零時, 則其相位差將隨之改變。相位差的變化量即代表傳動裝置的傳動誤差。在實際測量中, 相位差在相位計中需進行濾波, 濾掉不需要的高次諧波, 將以電壓形式輸出,通過記錄儀, 畫出傳動曲線, 然后通過定標, 得到傳動鏈的傳動誤差。
該種測試方法能夠直接從高精度的磁盤上拾取信號進行比相, 所以測量的精度比較高。但其缺點是需要高精度的錄磁設備; 磁盤易磨損失磁, 壽命較短; 感應信號弱,不宜用作低速測量; 而且, 這種測量法從信號進來到化成同頻率的過程中經過了多次的處理, 這種即使系統復雜又容易引入誤差, 而且在遇到非整數(小數、無理數) 傳動比的時候, 很難實現比相過程[4]。
2.2 慣性法
慣性法是一種高精度的動態測量方法, 它利用物體的慣性原理, 產生理想的勻速旋轉運動, 與被測的不均勻旋轉運動相比較而得到角位移偏差的一種測量方法。所以,用該方法制成的儀器被稱為慣性式回轉不均勻性檢查儀,又因為這種儀器和地震儀相似, 因此, 這種方法也被稱作地震儀法。其測試原理如圖3 所示。
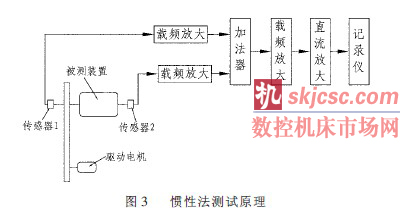
兩傳感器具有相同固有頻率和阻尼度, 分別安裝在傳動裝置的輸入軸和輸出軸上并以角位移偏差作為輸出信號來測量兩軸回轉運動之間的相對不均勻性。測量時傳感器1 將輸入軸角位偏差Δψ1 衰減i 倍后以電信號輸出, 傳感器2 則將輸出軸角位移偏差Δψ2 以電信號輸出, 兩輸出信號便一起進入加法器中相減, 消除絕對回轉不均勻性誤差, 而得兩軸間相對回轉不均勻性誤差, 即是傳動誤差引起的輸出軸角位移偏差, 設傳動誤差引起的輸出軸角位移偏差為Δψc, 則Δψc=Δψ2-Δψ1 / i。再經載頻放大和功率放大后, 便可由記錄儀畫出傳動誤差曲線, 然后通過定標就可以得到傳動裝置的傳動誤差。
慣性法的測量精度高, 測量頻域范圍寬, 而且設備相對比較簡單, 測量比較方便, 不需要高精度的測量元件。相對磁分度法而言, 慣性法可以測量任意數值的傳動比,包括非整數的傳動比。但是, 慣性法對于低頻的運動誤差, 因受其固有頻率限制是不能測量的。此外, 當這種儀器在水平方向旋轉時, 由于十字彈簧剛度的影響, 會產生一個呈正弦變化的固有誤差, 影響其測量精度, 最大測量誤差甚至可以達到垂直使用時的100 倍。
2.3 光柵法
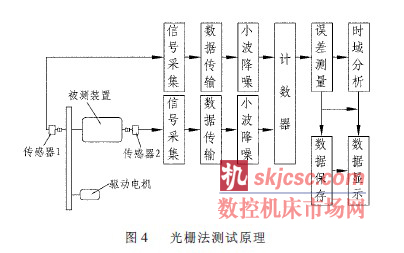
光柵法是利用光柵度盤產生莫爾條紋, 通過光電轉換,將旋轉的角位移轉變成電信號輸出, 從而測量傳動誤差的一種動態測量方法。目前, 光柵法是最為流行的動態精度測試方法, 光柵法測試原理如圖4 所示。
測試時將光柵式角位移傳感器分別通過精密聯軸器與被測傳動裝置的輸入軸和輸出軸上。傳動裝置被驅動后,輸入端和輸出軸的角位移信息分別由兩路光柵傳感器采集, 并產生反映輸入端和輸出軸角位移信息的脈沖信號。然后將這兩路脈沖信號傳輸到計算機, 經過小波降噪, 過濾掉信號中的干擾成分, 再送入計數器進行脈沖計數。誤差測量軟件模塊不斷讀取計數器的數據, 依次計算出傳動誤差。同時傳動誤差數值不斷地被保存到計算機硬盤的指定空間, 并同時在顯示器上顯示出來。誤差測量得到的離散數據經過時域分析, 最后也由顯示器顯示出來。
使用光柵法測量時不用每次定標; 測量值不受傳動比變化的影響; 儀器的測量精度高; 可測量傳動比范圍廣;可以垂直使用, 也可水平使用; 但一般比較昂貴[5]。它適用于精密齒輪傳動、精密分度頭、雷達、跟蹤望遠鏡等精密傳動鏈誤差的測量, 是目前最為流行的一種傳動誤差動態測試方法。
2.4 時柵法
目前, 光柵法是應用廣泛的傳動誤差的動態測試方法, 精度高, 技術成熟, 但不可避免仍有許多缺點, 其根本原因在于光柵傳感器柵線數難以進一步刻劃, 只能依靠電子細分, 從而引起成本、可靠性、抗干擾力等方面的問題; 而且對光柵的運動速度還附加了限制, 必須運動平穩、無突變和相對低速等。
重慶大學彭東林教授針對這些問題提出了以時間測量空間的時柵測試法, 并研制成功了無需高精度機械加工即可實現高精度的時柵傳感器。時柵傳感器的工作原理是時空坐標轉換思想, 即建立相對勻速運動雙坐標系, 則一個坐標系上的位置之差(位移) 表現為另一個坐標系上觀察到的時間之差。同時, 把傳感器對刻線尺的要求轉化成了電氣問題, 因為解決基于時間的電氣問題的手段比解決基于空間的機械問題的手段要多得多, 先進得多[6]。
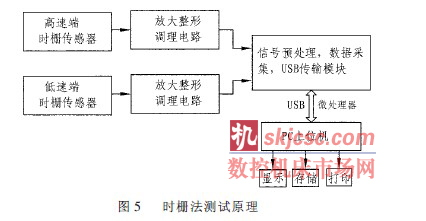
圖5 所示為時柵法的測試原理。測試時, 在傳動裝置的輸入端和輸出端各安裝一只圓時柵傳感器, 在傳動裝置運轉時, 輸入端和輸出端時柵傳感器會在一定周期內發出代表角位移的脈沖當量, 然后進行放大等預處理, 再采用計數器通過計數分別測量其角位移, 再交由上、下位機組成的分布式誤差檢測分析系統進行處理, 得出誤差曲線,分析誤差環節[7]。
時柵法實現了不依靠刻線尺而實現精密角位移測量的新技術, 大大降低了測試成本, 而且對測試現場的環境沒有過高的要求, 因此同樣可應用于生產環節, 從而具有很好的市場前景[8]。
3 結論
傳動誤差是精密傳動鏈傳遞運動的精確度的最重要的技術指標。而傳動誤差測試方法的選取是準確反映傳動誤差, 進而對誤差進行分析研究的關鍵。
(1) 靜態測量具有一定的缺點和局限性, 但對頻率較低、精度要求不太嚴格的傳動誤差的測量, 因為方法簡單, 造價低, 依然被人們所采用。
(2) 動態測量手段有磁分度法、慣性法、光柵法和時柵法等, 其測量準確, 各有不同的特點, 已經成為現代傳動誤差測試的主流。但具體測試時, 應綜合考慮測量精度與分辨率, 測量的轉速范圍, 傳動比范圍; 可測誤差的頻率范圍以及記錄儀的頻率響應等因素, 選取合理的檢測方法。
(3) 時柵法使幾何量位移的測量擺脫了對以空間刻劃技術為代表的精密機械加工的依賴, 逐漸形成基于以時間計量為代表的電氣技術的新型幾何量位移測量的新模式,具有廣泛的應用前景。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








