
1 開放的體系結構
隨著機床性能的提高、電子技術的迅速發展以及加工零件形狀日益復雜,機床數控系統中硬件、軟件和客戶化應用所占的價格比例在不斷變化,特別是高檔數控系統的軟件和客戶化應用占有的比例越來越高,甚至超過了75%。
客戶化應用是針對特定機床和用戶的控制、支持和管理功能,這就要求數控系統對機床制造商和最終用戶開放。開放式控制系統以標準化的軟硬件體系結構、便于擴展、聯網和開發客戶化應用軟件來適應這種潮流。
近年來,數控系統開放的理念得到了廣泛的認同,拓寬了數控系統的應用范圍。例如,通過對主軸功率和電流、借助機床振動和聲頻等檢測方法,實現對加工過程的智能化控制,大大地推動了高端數控裝備的發展。
數控系統的開放性主要從以下4個方面來加以評價:①可移植性;②可剪裁性;③互操作性;④易獲得性。數控系統的開放程度具體表現在人機界面、控制核心和整個系統的開放性,有下列3種不同形式:
(1)開放的人機界面。“開放”僅限于控制系統的非實時部分,即僅能對面向用戶的程序作修改。
(2)控制系統核心(數控和可編程控制等)有限度開放。雖然控制核心的拓撲結構是固定的,但可以嵌入包括實時功能的用戶專用過濾器。
(3)開放式控制系統。控制核心的拓撲結構取決于過程,內部可相互交換、規模可變、可移植和可協同工作。
目前數控系統的開放性皆以PC架構為基礎,有3種實現方案,如圖1所示。
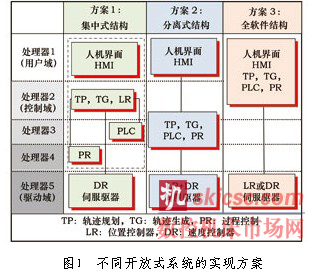
方案1:集中式結構。采用多CPU結構,通過總線將這些CPU系統連接在一起,結構緊湊。
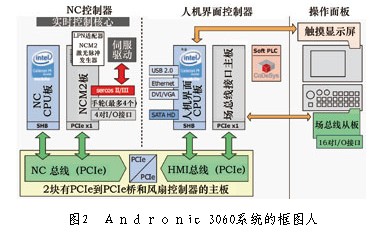
人機界面CPU以PC平臺構建,以體現其開放性。控制核心或PLC可采用不同的CPU系統,但集成在一個機殼中,通過數字化總線和伺服系統及I/O通信。這種結構僅實現人機界面的開放,硬件系統仍取決于數控系統供應商。典型產品如西門子828D、Fanuc 30i和德龍的Antronic3060(圖2)。
方案2:分離式結構。人機界面和實時控制功能分別由獨立的系統承擔。人機界面在PC硬件平臺及Windows或Linux操作系統下開發,相當于一個獨立完整的PC機,在數控機床上安裝配置方便、對環境的要求低,通過總線和數控核心控制器進行通信。控制核心硬件系統和伺服控制系統設計成模塊化結構,安裝在機床控制柜中,提高了數控系統的抗干擾能力和可靠性。這種結構實現了開放的人機界面和部分控制系統核心的開放,被大多數數控系統所采用。如西門子840D、海德漢iTNC、開通數控、海納克數控等。
方案3:全軟件式結構。以PC平臺為基礎,僅增加總線通信卡(或采用標準以太網物理結構實現實時以太網)和伺服系統及I/O通訊,軟件在通用的Windows或Linux系統上加入實時操作系統內核后開發實現,從而可實現體系結構的全開放。典型產品如德國Power Automation的PA8000、飛陽數控、華中數控等。一些采用PC加運動控制卡開發的專用數控系統也可劃歸為這種類型。
2 主流數控系統的技術特點
目前在中高端數控系統市場中占主導地位的是日本發那科(FANUC)和德國西門子(Siemens)公司的產品,還有一些各具特色的數控系統產品,如德國的海德漢(Heidenhain)公司的iTNC、博世力士樂(Bosch Rexroth)公司的IndraMotion MTX、安德龍(Andron)公司的Andron, 日本三菱公司的M700V等。上述系統反映數控技術發展趨勢的共同點如下:
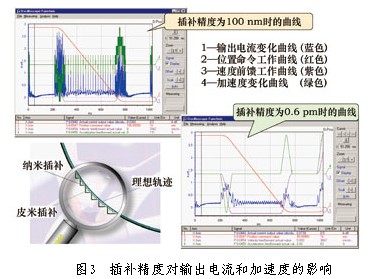
(1)高精度納米插補及運動控制。由于高速高精度數控加工對軌跡精度和表面質量的要求,使得傳統數控系統以微米為最小控制單位進行插補和運動控制的方法已經不能滿足要求。西門子828D采用80位浮點計算精度進行插補運算,發那科30i和三菱M700V等系統都實現了納米插補功能,Andronic 3060甚至精化到皮米。
納米插補不僅僅是一個軌跡計算精度的問題,它涉及到前瞻平滑處理、插補位控周期和伺服系統動態響應及精度的問題。例如,不同插補精度對輸出電流和加速度的影響如圖3所示。應該指出,角度編碼器至少要達到每轉百萬線以上,插補位控周期至少要100 μs級才能實現納米級控制的所期望的效果。
(2)網絡化全數字系統體系結構。隨著基于總線技術的伺服驅動和I/O技術的不斷發展,在采用64位微處理器的基礎上,使傳統的伺服系統與控制核心之間的模擬指令接口逐漸被淘汰,取而代之的是各種實時總線。例如,一些廠家采用專用總線,如FANUC的FSSB、西門子的Drive-CLiQ,海德漢的實時以太網HSCI以及意大利FIDIA的FFB總線,專用總線可使數控核心技術相對封閉。有些公司系統則采用標準的驅動總線,如博世力士樂采用SERCOS,三菱公司采用CC-LINK以及實時以太網EtherCAT。
總線技術提高了數控系統的運算能力和柔性,并且將Soft PLC和安全協議整合在一起,簡化了數控系統部件之間的連接,提高了可靠性,是實現機床多通道多軸聯動復雜控制的技術保障。如西門子840D可擴展到控制31軸、10個通道以及10個方式組(即不同的工作模式集合,如手動方式和自動方式就屬于不同的方式組)。
(3)高效曲面加工。在普遍采用前瞻技術,對加工速度、加速度和加加速度進行優化控制的同時,針對曲面加工采用NURBS等樣條插補。例如,西門子采用“精優曲面”技術,不但提高了曲面加工質量而且縮短了加工時間,FANUC采用納米平滑技術,海德漢通過定義加工時間、精度和粗糙度的不同優先策略來實現高效的曲面加工。高效曲面加工借助樣條插補實現連續的運動控制、不頻繁改變運動方向,避免了不必要的加速和制動過程,從而具有明顯的節能效果。在加工圖4所示的模具復雜曲面時甚至可節能60%。
(4)簡便的編程與豐富的人機界面。由于采用了開放性的策略大大地增強了數控系統人機界面功能,給用戶提供了二次開發的可能性。圖形化的編程降低了數控編程的難度。用戶可以在圖形和動畫的引導下方便地進行程序編制,如西門子的ShopMill/ ShopTurn工步式編程。有些系統甚至可以直接導入CAD模型進行CAM輔助編程。此外,三維加工仿真功能提高了編程的質量以及對現場加工的監控。

(5)快速簡便匹配和調試能力。數控機床種類繁多,同一類型甚至型號相同的機床也由于各種原因造成與其所配的數控系統采用不同的配置參數才能使機床的性能得到優化。西門子采用Easy Extend、Easy Archive等Easy—XX的策略,在機床的配置、使用和維護中提供簡便輔助甚至智能化的功能,提高和完善對機床的配置、使用及維護。
3 數控系統不僅是運動控制
3.1 數控系統面向機床設計和制造
近20年來數控技術飛速發展,促進了數控機床整體功能和性能不斷提高,對機床制造商研制開發新產品以及產品的生產都帶來了新的技術手段和實現方法。
(1)機床設計的數字化匹配。現代機床結構設計借助有限元、多體動力學仿真等技術對機床機械部分進行仿真優化與驗證,取得了良好的效果。但傳統的方法是在機床制造完成后再同數控系統聯調,如果這時出現問題將會造成很大的返工和更改費用,嚴重影響新產品的開發周期。特別是高速加工機床,其動態性能由機電耦合共同決定。因此,在機床設計階段就能對多體機電耦合進行仿真具有特別重大的意義。
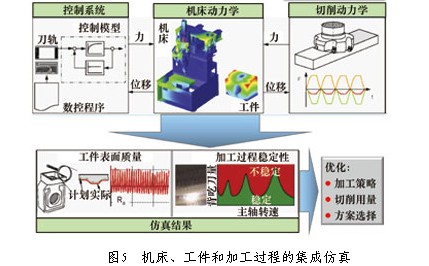
德國斯圖加特大學機床控制研究所在主持歐盟的OSACA開放式數控系統研究項目的基礎上,提出機床硬件在環(Hardware in the Loop)和多剛體耦合的機電一體化仿真技術,將實際數控系統和機床的數字模型集成在一起進行仿真。借助Matlab建立機床的控制模型,數控系統的控制指令發送到控制模型中,通過仿真將運動信息和驅動力或力矩傳遞到機床多體模型中,并將執行部件的位移反饋回數控系統。機床的所有運動及其特性通過三維模型動畫和曲線顯示。這樣通過仿真分析就可得到機床的動態特性,由此可進行數控系統與機床的匹配驗證以及控制參數的優化。進一步還可以將切削加工的物理過程仿真也加入進來,對機床加工過程進行全面的仿真,預測工件的表面質量和加工過程的穩定性,如圖5所示。
(2)用戶功能的擴展和開發。一般數控系統是面向通用應用領域機床而開發的,面對日益豐富的客戶化及新產品的要求,開放式數控系統提供了這樣的軟硬件平臺,使機床制造廠商能夠將客戶的需求直接通過在數控系統上的二次開發來實現,而不需要再增加其他的控制器和軟件。除了通常的客戶化人機界面定制,進一步可進行核心算法的客戶化開發,使系統實現對并聯機床或特殊功能機床的控制。例如,進行多軸同步驅動的復合加工機床,借助傳感器進行加工過程監控等。此外,Soft PLC帶來方便的過程控制的開發與調試,在數控系統上就可進行可編程控制程序的開發。
(3)簡化機床的安裝調試。由于采用了數字總線技術,通過一根總線通信電纜將數控系統各部件之間連接起來,大大地減輕了布線和抗干擾的難度,同時節省電纜和接插件的使用量,特別是高速實時總線的使用,使位置環可下移到伺服驅動中完成,這不但減輕了NC的計算負擔,而且取消了編碼器電纜到NC的連接。
隨著總線安全協議逐漸推廣,具有安全協議的伺服驅動和I/O的使用以及滿足安全完整性等級SIL3的安全一體化總線的應用,將原來由另外一套安全電氣系統組成的機床安全保護系統,如急停、安全防護等信號也納入總線之中傳遞,從而進一步減少了電纜和連接。
簡便及圖形化的調試與診斷工具軟件成為電氣技術人員的有力幫手,并且隨著數字示波器等信號顯示與分析工具在數控系統中集成,不借助其他測試儀器,僅僅依靠數控系統就可完成機床調試工作。
3.2 數控系統提升機床的應用與維護
數控系統的數據處理能力、系統功能和性能的提高,極大地方便了操作者使用機床。
(1)數控編程和數字化驗證。雖然傳統的CAD/CAM系統一般都提供加工軌跡的模擬仿真,但僅是理論上的軌跡,沒有考慮到具體機床的動態特性和數控系統的特點,所以無法進行加工精度的仿真。西門子UG將SINUMERIK數控核心移植到CAM中,使仿真軌跡特性如同數控系統真實運行的一樣。DMG協同西門子公司將這種技術直接在數控系統中加以實現,這樣就可在數控系統中進行相應的編程和虛擬機床的仿真加工。
(2)在線過程監控。通過在機床中增加傳感器和執行器來對加工過程進行監控,采集的信號通過開放式數控系統進行處理,并且許多研究與應用加入了智能化的算法,將數控機床從被動的“動作”執行者向自主的“任務”承擔者轉變。如通過在主軸中增加振動傳感器并從伺服控制器得到速度、加速度和電流信號,就可對切削加工過程的狀態進行判斷,進而采用優化的參數和方法完成加工任務。如海德漢數控系統通過動態碰撞監控DCM功能,解決了多軸加工復雜的干涉碰撞在線檢查問題。
(3)機床的維護與管理。目前數控程序主要通過網絡化和USB介質存儲,數控系統本身也跨出了存儲容量的限制,加工程序都可在系統中存儲。如SINUMERIK 828D采用封閉結構,沒有硬盤和風扇,摒棄了這些易于磨損的部件,采用基于NV-RAM技術的數據備份,無需安裝電池。
維護管理功能也集成在數控系統中,通過設定機床、刀具等的維護條件,數控系統到時自動提示換刀和進行機床維護工作,并且通過網絡將報警維護等信息通過互聯網、短信等形式傳遞給相關人員或機床服務商,就可進行遠程服務和診斷。有了這些網絡化的接口和協議,使機床成組成線工作大大簡化。
機床的精度保持工作也是使用者一項重要的工作,通常通過誤差檢測和補償來維護機床的加工精度。以前這些工作需要昂貴的測試設備和人員,進行專業的測試和分析,然后通過手工的方式形成補償文件,送入數控系統中進行補償。現在數控系統中開發測試分析軟件,通過測試儀器(如球桿儀、測量頭)及數控系統,自動對數據進行分析和處理,生成補償數據。如海德漢通過KinematicsComp以及KinematicsOpt軟件功能方便地實現機床誤差檢測與補償工作。
4 基于STEP-NC的集成
基于ISO6983 G代碼數控編程語言對數控技術發展的制約越來越明顯,以零件加工特征為基礎的STEP-NC技術使人們看到了將數控系統從被動的軌跡和邏輯命令的執行者向加工任務的自主規劃的智能化方向發展的曙光。基于STEP-NC的系統集成如圖6所示。
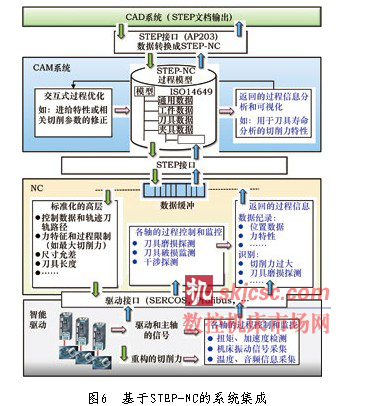
從圖中可見,CAD系統輸出STEP文檔,借助AP203接口將數據轉化為STEP-NC后作為CAM系統的輸入,借助零件加工特征及工藝模型生成STEP-NC加工程序,它只向機床下達“加工什么”,而由數控機床決定“如何加工”。數控系統接收STEP-NC程序,生成高層控制數據和加工軌跡,最后通過總線接口傳送至開放的智能驅動模塊,驅動進給和主軸。機床運動部件的工況反饋給數控,數控根據這些工況信息來調整加工參數和策略。并可將信息反饋給CAM系統,從而對STEP-NC編程產生影響,所以CAM到CNC的信息和數據流是雙向的。
5 結語和展望
機床數控系統的客戶化和智能化是大勢所趨,軟件在數控系統所占比重日益增加,使數控系統不僅控制機床運動,也為機床的優化設計和合理使用提供眾多的可能。開放式數控系統明顯拓寬了這一發展的空間,使數控系統能夠方便及時地利用計算機和電子技術的新成果,在提升數控系統的速度、精度和智能化水平的同時,做到操作使用更加方便和簡化。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








