
鉚接是一種常見的機械聯接方法, 但傳統的鉚接一般都是由操作工在鉚接機上通過夾具定位將兩個或多個產品鉚接在一起, 特別對于輕細小化制品來說, 這種工藝不但生產效率較低, 而且質量不穩定[ 1] 。為適應21 世紀工業競爭的趨勢以及省能源、省資源、高效率化、價值多樣化、制品輕細小化等需求, 塑性加工必須結合自動化生產并提高其制品的精度。許多原來在沖壓模具外進行的二次加工工序也逐漸引入到多工位級進模具中, 如模內鉚接、模內裝配及模內攻牙等[ 2-5] 。模內鉚接主要分為五金產品同車釘的鉚接、模內一個產品不同部位的翻邊鉚接、模內兩個產品十字送料鉚接、模內兩個產品平行送料鉚接等。本文探討了兩個不同材料及不同料厚的零件通過兩個相互垂直的送料器在多工位級進模內自動鉚接技術, 并且介紹了此類多工位級進模設計要點。
1 零件工藝分析及模內鉚接工藝的可行性分析
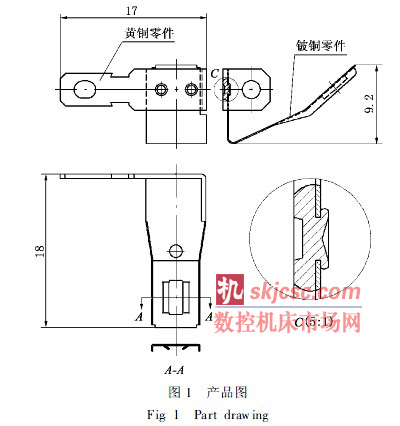
如圖1 所示, 產品為兩種不同厚度不同材料的零件通過兩凸臺與兩孔鉚接在一起, 產品由t =0. 5 mm的C2680-1/ 2H 的黃銅零件與t= 0. 12 mm的C1720-1/ 2H 的鈹銅零件組成。原工藝方案為:將兩零件分別采用兩個級進模生產后再鉚接。此方案缺陷為兩部件較小, 操作工取放不方便, 容易變形, 報廢率較大, 生產效率很低, 而且質量不穩定,增加大量的人力成本及質量成本。因此, 開發模內自動鉚接技術。經過周密的分析, 認為模內鉚接必須解決兩個送料器同步送料及兩個零件在鉚接時精確定位的問題。通過簡單模具實驗, 發現通過PLC程序控制可實現兩個相互垂直的精密自動送料器同步送料, 通過凸臺與孔的配合可以實現兩個零件在鉚接時精確定位, 兩零件鉚接后拉力測試合格, 證明模內自動鉚接方案可行。
2 排樣方案擬定
根據產品的形狀, 為保證產品的成形尺寸與裝配要求, 零件1 與零件2 均不能完全成形后再鉚接,所以零件2 只需沖裁、沖孔和進行簡單的內部成形,以保證料帶的連續性與穩定性, 考慮零件2 在鉚接后, 后續工步將無法切除該處廢料, 因此在鉚接前零件2 所有的切除廢料部分均需完成。鉚接后, 零件2 將隨零件1 的料帶而運動, 因此零件1 側邊廢料應完全切除, 鉚接后的零件1 將采用單邊導正,但單邊導正不能采用普通的兩用銷浮料, 應采用側邊導料塊進行精密導正, 保證導料精度及后續鉚接定位準確。圖2 是基于以上考慮擬定的排樣圖。
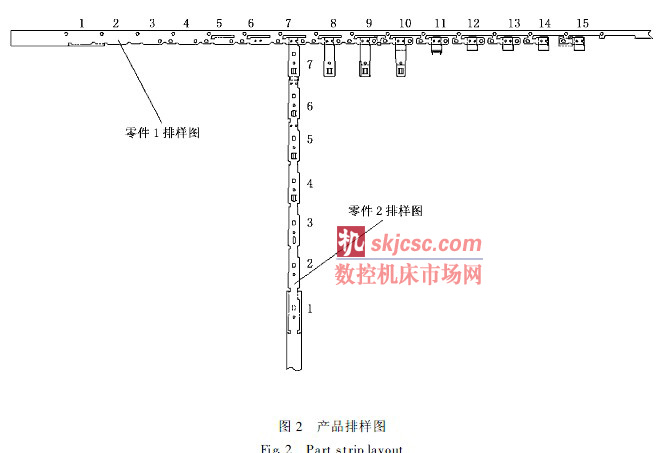
零件1 的排樣包括15 個工步, 分別為: 沖引導孔及切廢料與側刃飛邊, 空步, 沖孔, 空步, 切廢料, 壓凸臺, 與零件2 鉚接, 空步, 零件2 成形及零件1 切中間廢料, 滑塊成形零件2, 零件2 成形, 零件1 成形, 空步, 空步, 切斷落料。零件2的排樣包括7 個工步, 分別為: 切邊廢料沖孔,空步, 沖長方孔, 切舌成形, 空步, 沖孔, 切斷與鉚接。
3 模具設計要點
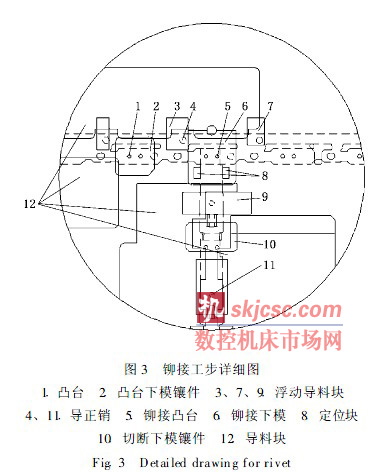
( 1) 如圖3 所示, 為了保證零件1 準確送料,在零件1 料帶送入模具時采用導料塊12 將材料平穩導入, 在材料進入模具時第1 工步單邊沖切邊角廢料并沖單邊引導孔, 以后每送料一步均有導正銷正向導正及導料塊側向導正, 且送料器采用精密電子送料器, 送料精度可達到0. 01 mm。
( 2) 如圖3 所示, 為了保證零件2 準確送料,采用了與零件1 相同的方式方法導正送料, 只與零件1 位置有別, 在材料進入模具時第1 工步雙邊沖切邊角廢料并在料帶中間沖引導孔。
( 3) 為了保證兩零件料帶在送料過程中不發生干涉, 零件1 料帶的浮升高度為5mm, 零件2 料帶的浮升高度為3 mm, 并通過PLC 控制, 保證兩料帶同步送料。
( 4) 如圖3 所示, 為了保證零件2 在第7 工步鉚接定位準確, 在零件2 最后切斷工步處設計兩個頂部帶有R 的定位塊8, 以便保證零件2 料帶在水平方向定位準確, 且采用導正銷11 導正從而保證零件1 的凸臺與零件2 的孔定位準確。在鉚接工步前后, 下模設計浮動導料塊3 及浮動導料塊7, 一方面達到先導正再定位的目的, 另一方面起到將料帶浮升5 mm 的作用。
( 5) 為了保證裝配順利, 零件1 凸臺尺寸應比零件2 孔尺寸小0. 1~ 0. 15 mm。
4 鉚接過程
如圖3 所示, 零件1 在第6 工步沖向下鉚接定位凸臺, 第7 工步進行鉚接, 此時零件1 通過導料塊12 與浮動導料塊3 進行前后左右導正。零件2 料帶將零件2 送入第7 工步, 通過定位塊8 及浮動導料塊9 對零件2料帶進行導正。上模下行, 零件1的凸臺被壓入零件2 的孔內, 通過下模鉚沖針和上模定位針共同將零件1 凸臺鉚開, 將兩零件緊密鉚接, 與此同時零件2 被切斷, 沖床滑塊上行, 零件2 隨零件1 料帶進入第8 工步。
5 結語
該模內自動鉚接技術現已開發成功, 穩定地大批量生產, 生產效率比原工藝提高400% , 成品報廢率降低了30%, 而且節約了1 臺壓力機及一名工人, 取得了良好的經濟效益。該模具的開發成功為模內鉚接技術在多工位級進模中的應用提供了實際經驗。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








