
1 前言
齒輪加工在機械制造工業中占很大比重, 滾齒機是圓柱齒輪加工的主要機床, 滾齒機要加工出各種齒數的直齒或斜齒圓柱齒輪, 必須進行機床傳動鏈的調整計算, 即范成運動鏈的分齒掛輪的搭配計算及差動鏈的差動掛輪的搭配計算. 現有的掛輪計算軟件一般把分齒掛輪和差動掛輪計算分開來進行, 分齒掛輪的傳動比精度仍有一定的誤差, 并且計算結果有多組掛輪值出現, 有的甚至不能安裝, 讓加工人員難以選擇. 我們開發的面向Y 3 150 型滾齒機的掛輪計算軟件較好地克服了以上局限, 分齒掛輪計算充分利用了掛輪調整表, 差動掛輪計算中, 能做到分齒掛輪的計算和差動掛輪的計算在程序內交叉進行, 前后互相驗證, 計算結果是兩組掛輪值同時出現, 并且分齒掛輪的傳動比誤差完全控制為O, 差動掛輪能按較高精度進行搜索, 輸出結果唯一, 正確可用. 本軟件在機械制造專業實驗室的齒輪加工中已投人使用, 效果良好.
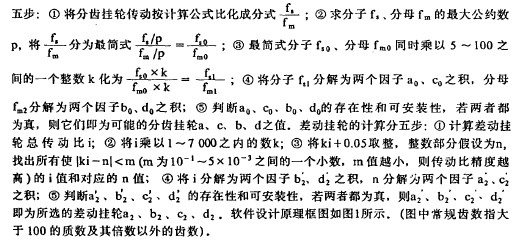
2 Y 3 15 0 E 型滾齒機掛輪調整計算的技術要求
2. 1 分齒掛輪的調整
分齒掛輪使機床形成正確的范成運動傳動鏈, 即當有K 頭滾刀加工齒數為Z 的齒輪時, 滾刀轉一轉, 工作臺帶動工件旋轉![]() 轉, 加工常規齒數的齒輪時, 分齒掛輪的調整按分齒掛輪調整表進行。
轉, 加工常規齒數的齒輪時, 分齒掛輪的調整按分齒掛輪調整表進行。
2. 2 采用軸向進給方式加工斜齒圓柱齒輪時的差動鏈的調整計算
差動掛輪使刀架移動與工件旋轉之間有一個傳動聯系, 以保證當刀架垂直移動一個工件的螺旋導程長度L 時, 工作臺多轉或少轉1 轉。差動掛輪的調整公式。為:
![]()
式中a 2 、b 2 、e 2 、d 2 : 差動掛輪:
β: 被加工斜齒輪的螺旋角;
M : 被加工斜齒輪的法向模數
K : 滾刀頭數
式中右邊正負號確定方法為: 滾刀和工件旋向相同時為 “ 十” , 旋向相反時為“ 一” .
2. 3 采用軸向進給方式加工大干10 0 齒的質數直齒圓柱齒輪時差動鏈的調整計算
計算方法如下:

式中各符號的意義及確定方法同式(1 )、 (3). (1 )、 (3)、 (4 ) 式中計算結果為正時不要求使用惰輪, 為負時要求使用惰輪.
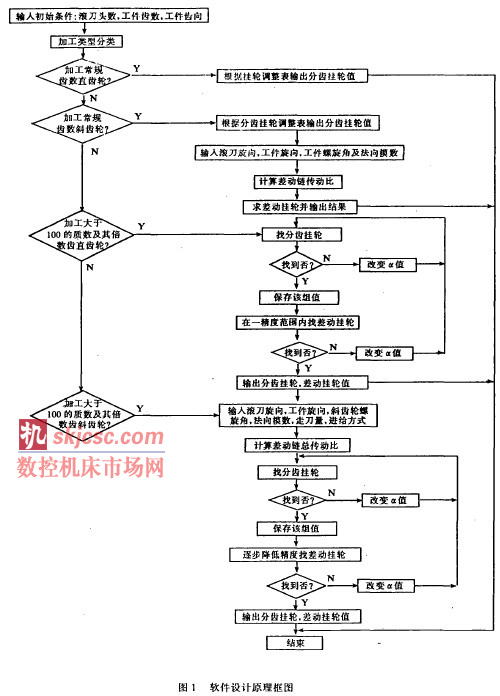
3 軟件設計原理
本軟件用C 語言開發 , 共包括十二個模塊, 它們是: 主控模塊、齒輪加工類型分類模塊、求差動掛輪總傳動比模塊、求直齒斜齒輪差動鏈傳動比模塊、求大于1 0 0 的質數齒輪的掛輪計算主控模塊、求最大公約數模塊、求大于10 0 的質數齒輪的分齒掛輪模塊、差動掛輪計算主控模塊、差動掛輪計算模塊、過濾掉掛輪架上不存在的齒輪模塊、判斷齒輪在掛輪架上是否存在模塊(返回一判斷值)、分齒掛輪調整表數據存儲模塊. 分齒掛輪的計算分
4 軟件功能與特點
出一組分齒掛輪或差動掛輪, 并保證其傳動比的高精度及其可安裝性. 其特點如下:
(1) 運行速度快, 精度控制合乎要求. 在38 6 及更高機型上計算出結果所用時間不到9 05 , 分齒掛輪的傳動比誤差為O, 差動掛輪傳動比誤差絕對值控制在3 又1 0 一5 以內, 差動掛輪篩選時總是先從高精度傳動比開始搜索, 若搜索失敗則逐步降低精度繼續搜索, 直至有正確結果出現為止.
(2 ) 計算結果可保證有一組符合存在條件及裝配條件的分齒掛輪或差動掛輪輸出, 存在條件即為所選掛輪齒數相異且在掛輪架上都能找到, 裝配條件即為所選掛輪在裝配時不發生干涉. 初始條件輸人后, 機器即開始全自動大范圍搜索篩選, 輸出一組正確可用的分齒掛輪或差動掛輪值, 計算過程中不須人工干預, 特別適用于現場加工計算的場合.
(3) 本軟件中文提示功能豐富, 并有容錯處理功能.
(4) 對軟硬件要求不高, 軟件要求有D O S 及U C D O S 漢字系統支持, 硬件要求有2 86以上微機及IM 以上內存。
5 計算實例
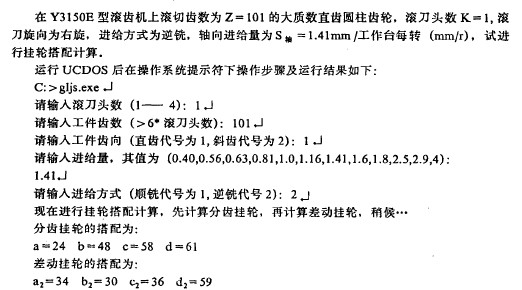
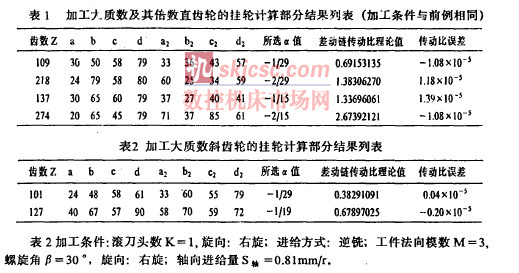
在調試過程中, 我們對各種加工情況下的掛輪搭配計算進行了驗證, 取得了大量的計算數據計算結果表明軟件運行穩定, 能處理各種加工情況的掛輪搭配計算, 所獲得的掛輪搭配值正確可用, 作為本文的結束, 現以列表的形式再舉數例, 以供驗證.
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








