
鼓形齒輪是一種廣泛用于齒式聯軸器、齒式接軸等基礎件中的重要零件。加工這種齒輪,除了可用較昂貴的數控滾齒機外, 許多廠家都采用在普通滾齒機上安裝仿形板并手搖機床立柱來實現。這種方法存在立柱進給靈敏度差、工件齒面粗糙度高、仿形板規格繁多、操作費精力等弊端, 特別是工件尺寸愈大, 弊端愈突出。
隨著數控技術的發展, 近10 年來部分高校和廠家開始探索數控改造普通滾齒機加工鼓形齒輪, 為這一問題的解決開辟了新的途徑。
1.基本原理
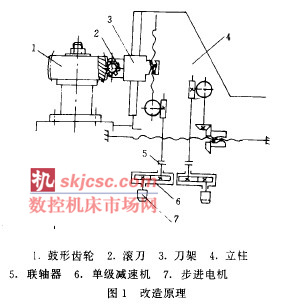
根據鼓形齒輪的成形原理, 在普通滾齒機原分齒傳動鏈的基礎上, 按照數控理論中兩坐標圓弧插補原理, 對機床的刀架垂直進給和立柱水平進給進行微機控制改造, 實現鼓形齒輪加工。
Y 38 A 最大加工直徑為小s o o m m , 最大滾切模數為m 6 , 滾刀轉速為4 7. 5 ~ 1 9 2 r / m in , 刀架垂直進給量為0. 25 ~ 3. o m m / r 。工件模數為m Z ~ m 6 , 直徑一般不超過爭5 5 o m m , 齒根母線輪廓度允差為士0. 03 ~ 士0. l om m , 對稱度允差為1 ~3 m m。按工件精度和切削力的計算一, 參考國內外數控滾齒機的拖動方式, 采用步進電機驅動的開環伺服系統。改造原理如圖1 所示。
綜合考慮滾切中對機械進給系統跟隨性、快速性的要求及改造成本等因素, 系統的主要參數定為: (l) 系統脈沖當量δp. 0.05 m m /s t e p ; (2 ) 步進電機步距角φ=1. 5 ° ; (3 ) 起動時間常數r=25 m s ; (4) 空載快速移動Vr =0. 8m / m in 。
2.機械改造
數控機床的進給系統應滿足無間隙、低摩擦、高剛度、高諧振等基本要求。由此可知, 需要完成的機械改造主要包括滑動絲杠改滾珠絲杠、蝸桿一蝸輪副改為雙導程漸開線蝸桿一斜齒輪副和傘齒輪副中增加軸向調整環節、滑動軸承均改為滾動軸承、增加兩個單級減速機, 滿足系統脈沖當量。改造后的進給系統, 起動力矩小, 傳動精度高, 絲杠剛度好, 各齒輪嚙合間隙均可調整。
通過切削力計算、水平進給計算, 選1 3 o BF 0 01 型反應式步進電機。由啟動矩頻特性可知, 在2 6 6 7H z 下啟動時扭矩不到ZN·m , 不能滿足拖動需要。所以電機驅動采用高、低壓功放電路, 并設置速度控制子程序, 以避免啟動時產生失步。
3.硬件電路
硬件電路由微機(單板機)、外設、信號變換電路及輔助電路幾部分組成, 構成一個完整的簡易數控系統, 完成程序的輸入與處理、顯示、電機驅動等一系列功能。
單板機及外設 專用單板機主要由微處理器、存儲器、輸入輸出接口及總線等組成,它也可用T B 80 1 改制而成。微處理器選用機床改造中常用的8 位芯片Z so C PU , 其時鐘頻率為ZM H z ; 存儲器選用ZK x s 位的6 1 1 6 R A M 2片、ZK x s 位的2 7 1 6 E PR O M 3 片, 6 1 1 6 用于調試程序, 2 7 1 6 用于存放監控程序、功能子程序及加工程序; I/ O 接口選用Z s o PIO Z 片, 一片用于步進電機功放電路聯接, 另一片用于輔助電路(如行程控制、指示等) 聯接; 內存譯碼器和1/ 0 譯碼器均選用74 L S 1 38。
外設主要有28 鍵鍵盤和2 x 6 個7 段數字管(L E D ) , 6 個數字管中, 第1 位顯示正負號,第2 、3 、4 位顯示整數, 第5 、6 位顯示小數。
(2 ) 驅動電路步進電機啟動過程中, 為了使勵磁電流保持一定的上升速度, 保證電機具有較大的輸出扭矩。驅動電路采用雙電源功放電路, 即在勵磁初期的短時間內用高電壓驅動, 達到額定電流時切換到低電壓。本改造中選用w BQ Z 一0 3 型五相步進電機驅動電源,其高壓驅動電路由預置放大、微分電路、前置放大、高壓功放組成, 低壓驅動電路由預置放大、射極輸出器、低壓功放組成。為了防止強電及干擾信號通過1/ 0 回路進入微機而影響正常工作, 在1/ 0 接口與驅動電路、輔助電路之間均設有G O 1 01 三極管光隔離器, 以阻斷干擾信號的傳導。
4.軟件設計
整個軟件系統采用模塊化設計, 它包括主程序模塊、子程序模塊及加工程序模塊三大部分。主程序中有監控程序和初始化程序, 前者包括L E D 顯示管理程序、鍵盤管理程序、二進制與十進制轉換程序等, 后者包括PI O 初始化、C T C 初始化、鍵盤和L E D 緩沖區初始化及標志位初始化程序等。子程序包括中斷子程序、行程控制子程序及報警子程序等。
加工程序按被加工零件的加工工藝編制,這里包括圓弧插補程序、環形分配子程序及延時子程序等。
( 1 ) 插補計算滾切鼓形齒時, 滾刀中心的運動軌跡為半徑R 的圓弧
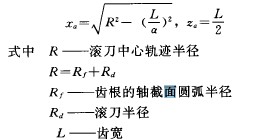
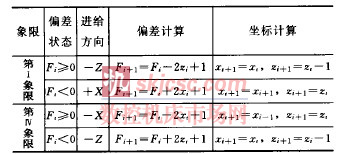
運用逐點比較法, 可計算出滾刀中心軌跡I 和N象限中的圓弧插補值, 其結果如下表:
(2)電機控制與加工程序框圖步進電機用內存中的控制字F CW 控制運行狀態。在8位FCW 中, D 。和D Z 分別為X 向和Z 向的轉動與停止控制位, D l 和D 3 分別為X 向和Z 向的方向控制位。
電機通電方式為五相五拍, 采用軟件環形分配器實現, 通電狀態用I/ O 口的輸出數據控制, 即一個輸出數據對應一種通電狀態。欲使電機正向連續轉動, 1/ 0 口循環輸出01 H →o ZH → o 4 H →o 8 H →lo H →o 1 H ? ? 各狀態碼。
欲反向轉動, 狀態碼順序相反。改變各狀態碼之間的間隔時間, 可改變電機轉速, 以滿足各種切削進給速度。
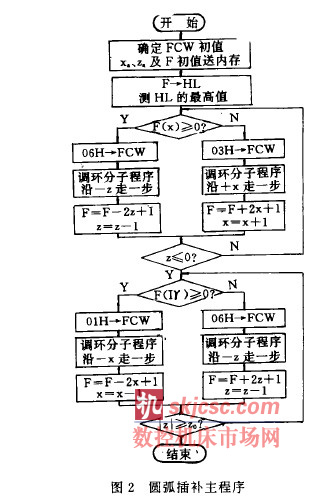
間隔時間由延長子程序控制,也可利用C T C 定時器控制。加工程序中的圓弧插補主程序框圖如圖2 所示。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








