
雙向圓弧齒輪是圓弧齒線、圓弧齒廓圓柱齒輪的簡稱,它綜合了圓弧齒線圓柱齒輪和雙圓弧齒輪的特點,形成齒廓和齒線雙向圓弧的新齒型。因在接觸區域是齒高和齒長兩個方向的雙重凸凹嚙合,增大了嚙合點的相對曲率半徑,使接觸區變得更長更寬,從而降低了齒面接觸應力和齒根彎曲應力,使承載能力大大提高,故有廣闊的應用前景。
1切齒原理
雙向圓弧齒輪的切齒屬于單齒范成法,采用雙向圓弧齒條與雙向圓弧齒輪相嚙合的原理。切齒刀盤構成了圓弧齒條的一個齒,刀盤刀齒為雙圓弧形,它一方面作旋轉的主切削運動切除切屑形成齒輪的齒槽;另一方面又與切向刀架一起,在被加工齒輪的切線移動。與此同時,齒輪也以相同的切線速度同向轉動,從而構成了齒條齒輪的嚙合運動,并展成出齒輪的整個輪齒齒面。
被加工齒輪的齒廓是圓弧齒條齒廓族的包絡線,刀盤中心一般在齒輪的中截面上,以加工出對稱的輪齒,所以齒輪中截面的齒廓是圓弧齒廓的包絡線。當刀盤齒廓圓心在節線上時,刀具齒廓的齒形與齒輪的齒形相同,且為瞬時成形。對于平行于中截面的其它截面齒廓近似圓弧齒廓。刀盤在切齒過程中,粗切時雙面刀盤只切出齒輪一個齒槽,精切時單面刀齒只能切出齒輪一個齒側面,它們始終只能充當圓弧齒條的一個齒。當切完一個齒后,需要對齒輪毛坯進行單齒分度。如此不斷分度,從而切出齒輪的全部輪齒。
2 機床運動分析
加工雙向圓弧齒輪的輪齒采用單分度原理逐齒加工,機床完成如下運動:①主切削運動,即刀盤的旋轉運動;②刀盤與工件之間的范成運動,即圓弧齒條與工件的嚙合運動;③工件或刀盤的徑向進退刀運動;④分齒運動;⑤工件和刀盤的快速返回運動。
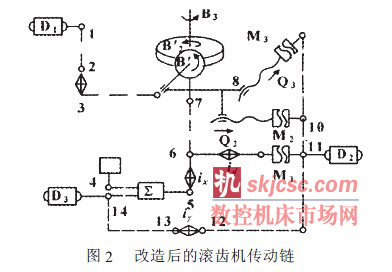
在國產滾齒機上要完成以上運動是很困難的,因為國產滾齒機是連續范成運動鏈。而加工雙向圓弧齒輪時,要求切齒刀盤每完成一次范成運動,齒輪毛坯進行一次分齒,而且刀盤的主切削運動與范成運動是相互獨立的。因此,需要切斷原滾齒機的主運動與范成運動的聯系,才能實現單齒范成和單齒分度運動。這就需對滾齒機的傳動鏈進行改造。改造的辦法有兩個:一是增加傳動鏈使范成運動鏈與主切削電機接通;二是增加一個輔助電機作為范成運動的動力源。因前者對于國產滾齒機是很困難的,只能采用后者。此外,還應使單齒范成運動和單齒分度運動相互獨立,這就需要增加一個分度裝置,使范成運動與分度運動互不干涉地將運動傳給齒輪毛坯。
切斷原滾齒機的主運動與范成運動的聯系,才能實現單齒范成和單齒分度運動。這就需對滾齒機的傳動鏈進行改造。改造的辦法有兩個:一是增加傳動鏈使范成運動鏈與主切削電機接通;二是增加一個輔助電機作為范成運動的動力源。因前者對于國產滾齒機是很困難的,只能采用后者。此外,還應使單齒范成運動和單齒分度運動相互獨立,這就需要增加一個分度裝置,使范成運動與分度運動互不干涉地將運動傳給齒輪毛坯。
3機床傳動鏈的改造
3.1單齒分度機構的設置
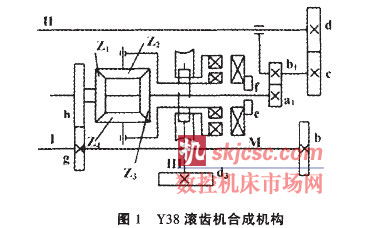
國產滾齒機都有合成機構,見圖1。主電機變速后通過齒輪b 將動力傳給分配軸I,1,再將動力分別輸入給合成機構的齒g和滾刀刀架,使工作臺和滾刀下進給,,通過齒輪d3傳給合成機構輸入附加運動傳給軸Ⅱ, &,使工作臺產生附加轉動,從而切削出齒輪所需的螺旋角。設系桿轉速為no>,齒輪Z1 和Z3 的轉速分別為n1 和n3,H%,則有(n1-n0)/(n3-n0)=--1,即n3=2n0-n1. 因此,合成機構的兩個運動輸入是相互獨立的,可以作為滾齒機加工雙向圓弧齒輪時單齒分度和單齒范成運動的兩個輸入是合適的。設運動從齒輪h輸入稱為入X1
![]()
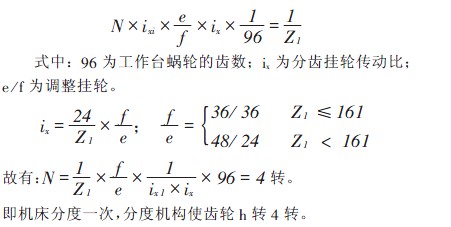
為了分度裝置結構簡單、操作方便,可將單齒分度裝置的運動與合成機構的X1 入口相聯。設分度裝置的輸出轉數
為N,齒輪毛坯齒數為Z1,則分度運動平衡方程式為:
3.2單齒范成運動的實現。
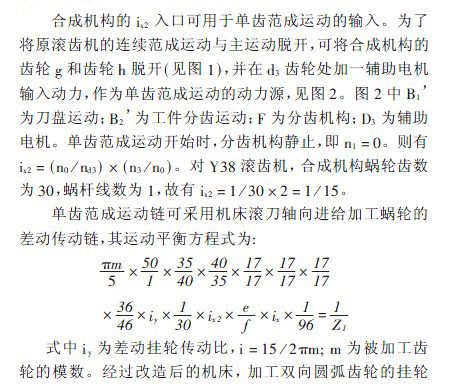
換置公式與原機床軸向進給加工蝸輪的掛輪換置公式完全相同,不需另配掛輪。
4結論
①通過傳動鏈的改造,可在國產滾齒機上加工雙向圓弧齒輪,并且能夠達到原機床加工普通齒輪的精度。②采用單齒分度法加工雙向圓弧齒輪,可加工非標準齒輪,有利于齒輪的優化設計,實現嚙合齒輪的等強度。③改造后的機床利用了原有的傳動鏈和掛輪,從而使改造成本大大降低,而且還可加工普通齒輪,從而使滾齒機的加工范圍得到擴展。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








