
1 引言
在傳統的模具生產中, 一般用三軸立式加工中心來加工, 而后需要大量的人工進行鉗工修整工作。而采用五軸加工時, 刀具- 工件的位姿角在加工過程中可隨時調整, 避免了刀具干涉, 使得一次裝夾就能完成復雜形狀零件的全部或大部分加工, 與多次裝夾相比, 顯著地縮短加工周期,提高了加工精度。而且在五軸加工中, 刀頭可靈活地進入復雜的模具型腔內部, 這有利于短刀具采用更高的切削速度來進行加工, 避免刀具的顫動, 提高加工精度[1]。
目前, 切削加工正朝著高速化的方向發展, 結合高速切削的五軸加工技術, 采用高的切削速度和進給速度, 大大縮短了切削加工時間并獲得更好的加工表面質量。在高速銑削加工過程中, 切削力大大減少, 使得刀具耐用度有較大幅度提高[2]。從提高加工精度、縮短生產周期、降低人工成本等角度出發, 為了提高競爭力, 模具加工企業采用高速五軸加工技術, 正成為新的發展趨勢。
2 高速五軸機床的結構特點
市場上常見的五軸加工機床, 按以旋轉軸構成的型式來分可分為三類: 一是兩個旋轉軸都在工作臺一側, 即兩軸旋轉工作臺; 二是一個旋轉軸在刀具一側, 另一個旋轉軸在工件一側, 即旋轉主軸頭加上旋轉工作臺; 三是兩個旋轉軸都在刀具一側, 即兩軸旋轉主軸頭。
2.1 雙旋轉工作臺的高速五軸機床
雙旋轉工作臺五軸加工機床的主軸不擺動, 兩個旋轉運動均由雙旋轉工作臺實現。雙旋轉工作臺中能作360°的回轉運動的坐標為回轉坐標, 另外一個作旋轉運動的坐標一般不能作360°的旋轉, 稱之為擺動坐標, 故此工作臺也稱為旋轉/擺動工作臺( 圖1) 。
德國Hermle 公司生產的C40U 高速五軸加工中心 ( 圖2) 屬于這種配置的機床, 采用工作臺雙擺動結構, 通過定軸A 的擺動和動軸C 的轉動實現五軸聯動加工。工作臺擺動角度大, 動態性能好, 適用于復雜曲面加工( 含負角度加工) 。機床的幾何精度及位置精度高的特點適合高精度零件加工, 尤其孔系位置精度( 平行度, 重復度) 要求高的零件加工。
‘

Mikron 公司生產的HSM400U( 圖3) 的配置有30000~60000r/min 的高速主軸( 用HSK E 40 高速刀柄) , 3 個直線軸采用水冷的大功率伺服電機驅動, 以保證高的動態性能, 工作臺的轉動軸( B 軸和C 軸) 用轉矩電機驅動, 使得旋轉軸的速度也能與高速主軸和直線軸相匹配, 實現高速五軸加工。

部分代表型號的雙旋轉工作臺高速五軸加工中心主要規格和性能指標見表1。
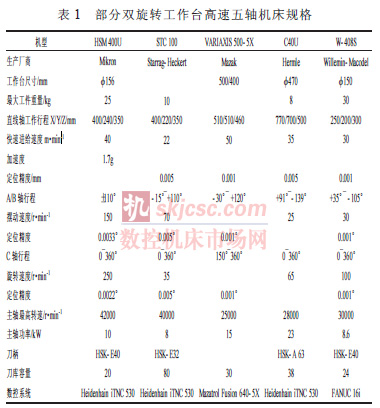
雙旋轉工作臺五軸機床沒有傾斜擺動主軸頭, 這就減少了控制系統的迅速復雜運算量( number crunching) 。而且刀具的定位也不必考慮三角關系引起的變化, 刀具偏置量可以通過調整X、Y、Z 三個軸得到, 使得刀具路徑的計算更加簡單[9]。由于雙旋轉工作臺的機構與剛性等因素不容易實現大型化, 承載能力較低, 適合于中小型機床, 主要應用于中小型模具的加工。
2.2 擺動主軸頭加旋轉工作臺的高速五軸機床
這種型式機床的兩個旋轉坐標軸分別在工作臺( 工件) 一側和主軸( 刀具) 一側,即采用帶擺動功能的主軸頭和旋轉工作臺來實現( 圖4) ,多為中型機床所采用。這種機床的配置都是分別在主軸頭與工作臺各設計一組單軸旋轉軸, 在主軸頭上的旋轉軸繞X( Y) 軸旋轉的A( B) 軸, 在工作臺上的旋轉軸為繞Z軸旋轉的C 軸。DMG 的DMC 75V Linear( 圖5) 屬于這種配置的機床。表2 為部分這種配置機床的規格參數對照。DMC 75V Linear 的直線軸采用直線電機驅動, 3 個直線軸的工作行程( X/Y/Z) 為885/600/600mm, 進給速度達90m/min, 加速度高達2g。主軸一側和工作臺一側的旋轉軸均采用轉矩電機驅動。主軸頭繞X 軸作A 軸擺動,


擺動角度為- 10°~+110°, 工作臺繞Z 軸作C 軸轉動, 轉動角為360°連續回轉。直接驅動的直線軸與直接驅動的回轉軸相組合, 使機床所有的運動軸具有較高的動態性能和調節特性, 從而為高速度、高精度和高表面質量加工模具自由曲面提供了良好的條件。
這種型式配置的機床把旋轉軸分別放置于主軸與工作臺兩側, 與使用雙旋轉工作臺的機床相比較, 優點是剛性高, 工作臺的承載能力強。雙旋轉工作臺為一個串聯機構, 而且空間上受到限制, 無法設計得足夠健壯, 導致整體剛性不足, 若將旋轉軸分開在主軸頭和工作臺兩邊, 那么結構剛性的問題便得到很好的解決, 工作臺的工作臺面積與承載能力也遠大于傳統的雙旋轉工作臺。
2.3 雙旋轉主軸頭的高速五軸機床
雙旋轉主軸頭五軸機床的兩個旋轉運動均由主軸來實現( 圖6) 。根據工作臺移動與否可分為兩種機型, 一種

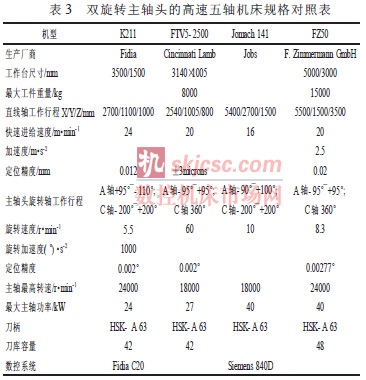
是工作臺移動作X、Y、Z 三個坐標中的一個或多個直線運動, 另一種是工作臺固定, X、Y、Z 三個直線運動以及A( B) 、C 軸的轉動由主軸頭實現。后一種型式較為常見, 應用也比較廣泛, 代表性產品有意大利FIDIA 公司的K211 高速五軸加工中心( 圖7) 。該加工中心配置自行生產的雙旋轉主軸頭M5A/55, 配置了高速主軸系統, 采用HSK- A 63 高速刀柄。這種機床的特點是工件 ( 工作臺) 不動, 5 個坐標運動都由具有轉動和擺動功能的主軸頭來完成, 主軸加工非常靈活, 工作臺可以設計得非常大, 適合于加工具有復雜形面的汽車覆蓋件、汽車儀表盤等大型模具。這種機床還有一大優點: 在使用球頭銑刀加工曲面時, 當刀具中心線垂直于加工面時, 由于球面銑刀避開定點切削, 保證有一定的線速度, 可提高表面加工質量。由于這一優點, 這種結構非常適合于模具高精度曲面的加工, 比工作臺回轉式加工中心更有優勢。表3 為雙旋轉主軸頭高速五軸加工中心部分代表型號的性能規格表。

3 高速五軸加工機床的關鍵技術
高速主軸、驅動技術和控制技術是提高五軸加工中心高速性能、動態特性和加工精度的關鍵。
( 1) 電主軸
在模具自由曲面和復雜輪廓的加工中, 常常采用小直徑刀具, 而要實現高的切削速度, 主軸必須具有很高的轉速。目前高速加工中心的電主軸轉速大多在18000~42000r/min。對于模具的微細銑削(銑刀直徑一般采用0.1~2mm), 則需要更高的轉速。
( 2) 直線電機
由于模具大多數是三維曲面, 刀具在加工曲面時, 刀具軸要不斷進行制動和加速, 只有通過較高的軸加速度才能在很高的軌跡速度情況下, 在較短的軌跡路徑上確保以恒定的每齒進給量跟蹤給定的輪廓。如果曲面輪廓的曲率半徑愈小, 進給速度愈高, 那么要求的軸加速度愈高。因此, 機床的軸加速度在很大程度上影響到模具的加工精度和刀具的耐用度。目前, 模具加工用的高速加工中心大多還是采用伺服電機和滾珠絲杠來驅動直線坐標軸, 但部分加工中心已采用直線電機, 如德國DMG 公司的DMC75V Linear 高速五軸加工中心。采用直線電機驅動免去了將回轉運動轉換為直線運動的傳動元件, 從而顯著提高軸的動態性能、移動速度和加工精度。
( 3) 轉矩電機
在高速五軸加工中心上, 回轉工作臺和主軸頭的擺動和回轉運動, 已廣泛采用轉矩電機來實現。采用轉矩電機直接驅動的回轉工作臺如圖8所示。轉矩電機是一種同步電機, 其轉子直接固定在所要驅動的部件上, 所以沒有機械傳動元件, 它像直線電機一樣是直接驅動裝置。轉矩電機有著大扭矩輸出、高伺服響應、無接觸傳動(無磨耗)、無傳動背隙等特點, 所能達到的角加速度要比傳統的蝸輪蝸桿傳動高6 倍, 在擺動主軸頭上加速度可達到3g。使用轉矩電機替代蝸輪/蝸桿和齒輪傳動結構可以將機構簡化, 并提高機構的靜態和動態負載剛性, 這大幅度提高了旋轉工作臺和主軸頭的動態性能, 進而提高回轉軸和擺動軸的定位精度和重復定位精度。

( 4) 控制系統
五軸機床的運動是5 個坐標軸運動的合成, 旋轉坐標的加入使得運動學比三軸機床要復雜得多, 插補運算量非常大, 而且旋轉坐標的微小誤差就會大幅度降低加工精度。因此, 要實現高速五軸加工, 數控系統必須具有良好的伺服性能及高速控制能力, 更高的運算速度和精度, 而且還需具備刀具中心點管理控制能力; 實時的刀長和刀徑自動補償和機床幾何自動補償功能; 支持傾斜工作面和圓柱面加工[6]。目前應用在高速五軸加工中心常見的數控系統主要有德國Siemens 公司的840D和Heidenhain公司的iTNC530。
4 結束語
高速五軸加工作為一種先進加工技術, 在歐美等工業發達國家的汽車、模具、航天航空等領域已經得到了相當普及的應用。隨著人們對產品質量要求的提高, 模具的結構越來越復雜, 其交貨期越來越短, 鑒于五軸加工技的諸多優勢, 以及五軸機床產品的價格逐漸降低, 可以預見高速五軸聯動加工在我國模具制造領域的應用會越來越廣泛。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








