
0 引言
復(fù)雜曲面和自由曲面已被廣泛應(yīng)用于汽車、航空、船舶、模具等制造工業(yè)領(lǐng)域。隨著計算機輔助設(shè)計( Computer Aided Desig n, CAD) / 計算機輔助制造( Computer Aided Manufacturing , CAM) 和計算機數(shù)字控制( Computer Numerical Cont rol, CNC)技術(shù)的發(fā)展, 五軸數(shù)控加工已經(jīng)被證明是一種高效高精度的加工方法。五軸數(shù)控加工使曲面加工具有更大的靈活性、更高的效率和更好的加工質(zhì)量, 然而刀具方向的不斷變化, 增加了刀具干涉檢查的難度,尤其是形狀極其復(fù)雜的曲面。要充分體現(xiàn)五軸數(shù)控加工的優(yōu)勢, 必須解決刀位干涉問題。
全局干涉主要指在加工過程中, 刀具整體與工件、夾具、機床床身等部件發(fā)生的碰撞現(xiàn)象, 國內(nèi)外學(xué)者對此進行了大量研究[ 1-12] 。刀具加工全局干涉檢測算法主要有層次包圍盒法、包圍盒法與八叉樹結(jié)合的干涉搜索算法、投影法、能量法和凸包法等。
Lee[ 2] 提出采用兩步法進行全局干涉檢查, 首先利用自由參數(shù)曲面自身的凸包性粗略判斷刀具全局干涉, 當通過自由曲面的凸包性不能夠成功地檢測出干涉區(qū)域時, 再在刀具接觸點有效區(qū)域范圍內(nèi)搜索判斷干涉。鐘建琳[ 3] 依據(jù)斜立方體凸包法粗檢刀具方向與斜立方體凸包之間是否存在干涉, 若不存在,則該刀具方向可行; 若存在, 則需要進一步的詳細檢測來判斷該空間自由曲面與刀具方向是否存在干涉。楊勇生[ 4] 利用特征投影原理對刀具干涉進行處理, 將待檢測的曲面點投影到刀具體上, 按其投影點與刀具體之間的關(guān)系確定是否存在干涉。蔡永林[ 10] 提出一種求解曲面到刀具極值距離的方法, 該方法將曲面上的點投影到刀軸上, 求出曲面到刀軸的最小距離, 從而判斷刀具的全局干涉問題。以上算法需要求交計算及其距離判斷, 計算量較大, 效率相對較低。
本文針對參考文獻[ 13] 中的刀具軌跡生成算法, 對刀具全局干涉避免進行研究, 通過三維空間坐標系變換原理將加工曲面坐標系與刀具局部坐標系進行變換, 并確定刀具姿態(tài)有效活動區(qū)域, 通過判斷復(fù)雜曲面上的檢測點在刀具接觸點軌跡處刀具坐標系中的位置來確定是否干涉, 不需要進行復(fù)雜的求交或者距離計算, 與其他算法相比, 該方法大大減少了計算量, 提高了數(shù)控加工的整體效率。對所有的干涉檢測點在有效切削區(qū)域內(nèi)進行調(diào)整, 能夠避免調(diào)整刀具姿態(tài)時出現(xiàn)二次干涉現(xiàn)象。
1 刀具姿態(tài)有效區(qū)域的確定
在五軸數(shù)控加工復(fù)雜曲面過程中, 由于曲面曲率分布的不規(guī)則性, 刀具位于曲面上的每一個刀觸點都有一個有效擺動區(qū)域。當?shù)毒咦藨B(tài)按其刀觸點法矢量方向進行走刀加工時, 可能出現(xiàn)全局干涉現(xiàn)象, 需要刀具偏轉(zhuǎn)一定角度以避免出現(xiàn)全局干涉。因此為了防止在偏轉(zhuǎn)過程中出現(xiàn)新的干涉現(xiàn)象, 需要防止刀具超出有效擺動區(qū)域。
為了確定刀具在當前刀觸點的有效擺動區(qū)域范圍, 首先將曲面離散成一系列網(wǎng)格點, 網(wǎng)格劃分采用文獻[ 13] 中的網(wǎng)格形成方法。如果通過每一刀具接觸點與所有的網(wǎng)格點所進行的距離計算來判斷全局干涉, 則計算量很大, 因此將網(wǎng)格點相對于刀具接觸點進行三維平移變換。
設(shè)刀具接觸點Pc 在空間坐標系的坐標為( T x , T y , T z ) , 網(wǎng)格點的坐標為( x , y , z ) , 則網(wǎng)格點坐標相對于刀具接觸點進行平移的變換矩陣為
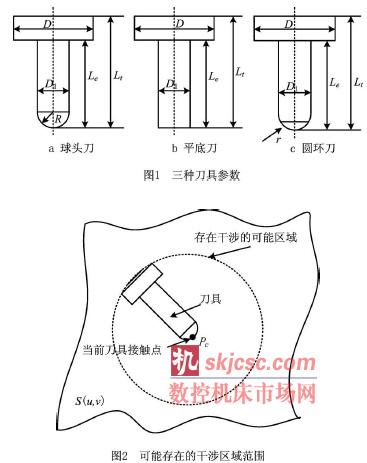
復(fù)雜曲面五軸加工過程中, 使用最多的三種刀具如圖1 所示, 它們在計算有效擺動區(qū)域時的區(qū)別不大, 本文以球頭刀為研究對象。為了縮減判斷刀具有效擺動區(qū)域的計算量, 對滿足式( 2) 的網(wǎng)格點進行分析, 確立一個存在干涉的可能區(qū)域, 如圖2所示。
![]()
式中L t 為刀具頭總體長度。式( 2) 沒有考慮平移變換后zc值的影響, 主要是考慮了刀具在加工過程中最大可能的干涉區(qū)域, 避免遺漏干涉點。
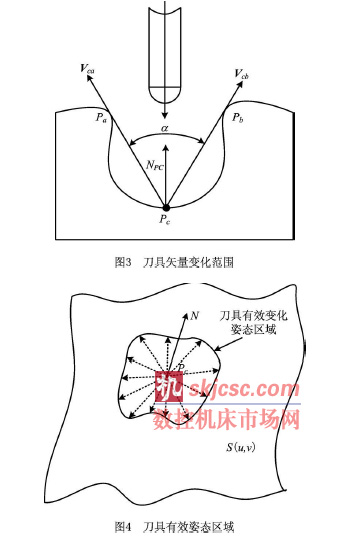
確立可能存在全局干涉的區(qū)域后, 對區(qū)域內(nèi)的數(shù)據(jù)點進行計算, 如圖3 所示。給定一個刀具接觸點P c , 存在左臨界接觸點P a 和右臨界接觸點P b,有P c 點與P a 點確立的向量Vca 和P c 點與P b 點確立的向量Vcb 得到的一個夾角A, 角度A為刀具在當前行無全局干涉的活動范圍, 在此范圍內(nèi)不存在全局干涉, 超出此范圍肯定存在全局干涉。針對所有區(qū)域內(nèi)的所有行尋找左右接觸點, 連接所有的臨界接觸點形成刀具的有效變化姿態(tài)區(qū)域, 如圖4 所示。
2 全局干涉檢測
為了獲得最大的加工效率, 通常利用刀具接觸點的曲面法矢量作為刀具的初始刀具姿態(tài), 由于曲面曲率分布的不規(guī)則性, 存在碰刀等全局干涉現(xiàn)象。目前檢查刀具全局干涉的算法很多, 基本原理是通過離散曲面計算曲面點和夾具等到刀具頭之間的距離判斷刀具是否存在干涉現(xiàn)象。本文利用坐標系之間的變換原理檢查全局干涉, 此方法快速而簡捷。
21 1 坐標系變換原理
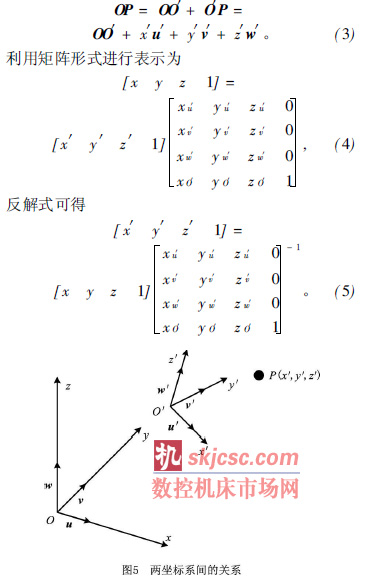
假設(shè)點P 在刀具坐標系Ocxcyczc下有坐標( xc, yc, zc) , 三個坐標軸上的基向量是uc, vc, wc。當?shù)毒咦鴺讼?span>Ocxcyczc放置在曲面坐標系Ox yz 中時, Oc在Ox y z 的坐標為( xOc, y Oc, z Oc ) , 同時坐標系基向量uc, vc, wc的坐標分別為( x uc , y uc , z uc) , ( x vc, y vc, z vc) , ( x wc, ywc, z wc) 。在這種情況下, P 在曲面坐標系Oxy z 下的坐標為( x, y , z ) 。如圖5 所示, 可以列式如下
21 2 全局干涉檢測
依據(jù)坐標系變換原理, 局部坐標系L 取刀具接觸點法矢量方向表示z 軸( 如圖6a) , 刀具走刀方向表示y 軸, 根據(jù)右手法則確定x 軸, 將待判斷檢測的數(shù)據(jù)點轉(zhuǎn)換到局部坐標系中, 判斷其是否全局干涉。
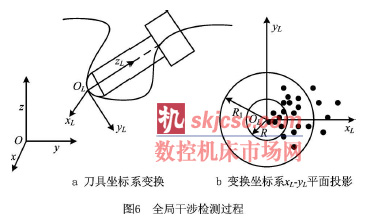
換的數(shù)據(jù)點坐標表示在刀具局部坐標系下的x L-y L 內(nèi), 如圖6b 所示。當滿足式( 6) 和式( 7) 時存在干涉。在實際加工過程中, 由于夾具也有可能存在碰刀現(xiàn)象, 加工過程中必須將夾具作為檢測的一部分考慮到加工曲面內(nèi)
當滿足式( 6) 的情況時, 刀具的中部刀桿與曲面存在干涉; 當滿足式( 7) 的情況時, 刀具尾部刀桿大端部和加工曲面存在干涉。
21 3 刀具姿態(tài)調(diào)整避免全局干涉
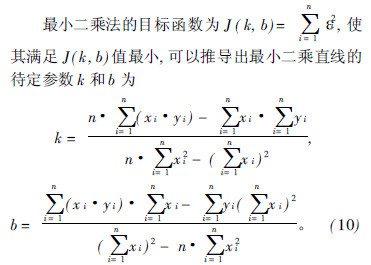
在一個刀具接觸點位置, 刀具存在全局干涉時往往有n 個干涉點, 如圖6b 所示。綜合考慮n 個干涉點的干涉情況, 可以找到一個消除干涉的最佳方向。本文采用最小包容法結(jié)合最小二乘法的方法, 確定刀具干涉點的最佳擬合直線, 從而確立刀具的偏轉(zhuǎn)方向。任選數(shù)據(jù)點中的兩個高點或低點連成一條直線, 將所有的點包容在高點直線和低點直線間, 形成區(qū)域的最小包容。只需要確定離刀具接觸點最近的一條線即可避免刀具干涉, 為了減少搜索次數(shù), 利用最小二乘法進行數(shù)據(jù)擬合, 確定擬合直線方程。
( x i , y i ) 為干涉點在刀具坐標系x L-y L 平面的坐標值, 如圖6b 所示, 其中i= 1, 2, ,, n。設(shè)干涉
點坐標建立的最小二乘理想直線方程為
y = kx + b, ( 8)
式中k 和b 為待定參數(shù)。取偏差為
= y i - ( kx i + b) , i = 1, 2, ,, n。 ( 9)
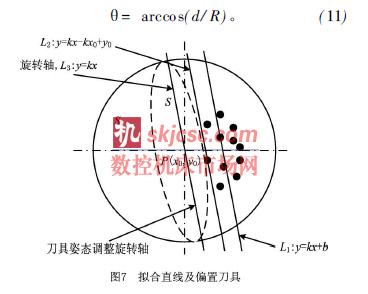
如圖7 所示, 通過式( 10) 獲得直線方程后, 存在一點p ( x0 , y 0 ) 離刀具接觸點距離最近, 取斜率k, 過點p ( x 0 , y 0 ) 生成直線L 2 : y= kx- kx0 + y0。如果刀具接觸點到直線L2 的距離為d, 為了避免刀具全局干涉, 必須使刀具繞直線L3 偏轉(zhuǎn)H角度, 刀具調(diào)整姿態(tài)角度H可由式( 11) 獲得。刀具偏轉(zhuǎn)由初始位置調(diào)整到圖7 的虛線位置, 使所有的干涉點處于刀具局部坐標系之外。在調(diào)整過程中, 調(diào)整刀具姿態(tài)時偏轉(zhuǎn)角度要在有效偏轉(zhuǎn)范圍內(nèi), 如果超出前面計算的有效偏轉(zhuǎn)范圍, 則需要重新調(diào)整刀具偏轉(zhuǎn)角, 使刀具既要避免當前刀具干涉, 又不能產(chǎn)生新的干涉。
3 舉例驗證
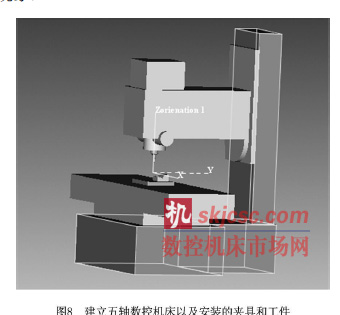
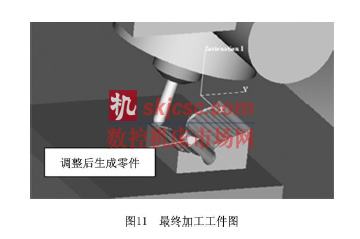
為了驗證理論的可行性, 利用Vericut 仿真軟件對生成的數(shù)控代碼進行仿真加工。根據(jù)參考文獻 [ 13] 提出的方法生成刀具軌跡, 利用本文提出的算法進行全局干涉檢測并調(diào)整刀具姿態(tài)。將未調(diào)整前的刀具軌跡及調(diào)整后的刀具軌跡進行仿真對比, 結(jié)果如圖8~ 圖11 所示。建立五軸數(shù)控銑床, 由圖9可以看出, 在加工過程中存在刀具及其夾具干涉現(xiàn)象。圖10 為本文提出的算法調(diào)整刀具姿態(tài)后的加工過程, 圖11 為最后的加工工件。可以看出, 通過調(diào)整刀具姿態(tài), 避免了刀具加工過程的全局干涉現(xiàn)象。


4 結(jié)束語
本文利用空間坐標系變換原理, 將曲面點變換到刀具局部坐標系中, 進行了五軸數(shù)控加工復(fù)雜曲面全局干涉檢測, 該過程無需進行復(fù)雜的求交計算,提高了刀具軌跡檢查全局干涉的效率。利用最小二乘法與最小包容線法確立了刀具姿態(tài)偏轉(zhuǎn)軸及其角度, 通過偏轉(zhuǎn)最小角度避免了刀具干涉。為了防止刀具產(chǎn)生新的干涉, 確立了有效姿態(tài)區(qū)域, 通過有效姿態(tài)區(qū)域修正刀具姿態(tài)偏轉(zhuǎn)。通過實例驗證了以上方法能夠準確檢測出刀具全局干涉, 并且能夠避免刀具干涉。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








