
現代制造技術的發展突飛猛進, 一批又一批的高速數控機床應運而生。它不僅要求有性能卓越的高速主軸, 而且也對進給系統提出了很高的要求: ( 1) 最大進給速度應達到40 m/ min 或更高; ( 2) 加速度要高,達到1 g 以上; ( 3) 動態性能要好, 達到較高的定位精度。
高速滾珠絲杠副是指能適應高速化要求( 40 m/min 以上) 、滿足承載要求且能精密定位的滾珠絲杠副, 是實現數控機床高速化首選的傳動與定位部件。北京機床研究所在承擔/ 九五0國家重點科技攻關項目/ 高速滾珠絲杠副測試技術及裝置的開發研究0時, 對高速滾珠絲杠副的結構、性能、制造技術、測量技術等進行了研究, 并取得了階段性成果。該項研究成果榮獲中國機械工業科學技術進步三等獎。
1 高速滾珠絲杠副的結構設計
滾珠絲杠副的驅動速度V = Ph @ N (Ph 為導程, N 為絲杠轉速) , 因此提高驅動速度的途徑有兩條: 其一是提高絲杠的轉速, 其二是采用大導程。提高轉速N 受d0#N 值的制約( d 0為滾珠絲杠的公稱直徑) 。國際上一般d0#N [ 70 000。據日本NSK 公司介紹:該公司已將d 0#N 值提高到153 000。N 增大時, d 0必須減小, 且過分提高轉速會引起絲杠發熱、共振等問題; d 0太小也會造成系統剛性差、易變形、影響加工精度, 且目前伺服電動機的最高轉速僅到4 000 r/ min。
導程Ph 過大時, 不僅增加了滾珠絲杠副的制造難度,精度難以提高, 降低了絲杠副承載, 而且也增加了伺服電動機的起動力矩。因此, 設計高速滾珠絲杠副時要合理選擇絲杠副的轉速N 、公稱直徑d 0與導程Ph 。
數控機床常用的滾珠絲杠副結構為: 外循環插管式、內循環反向器式。由于高速滾珠絲杠副的導程較大, 如用內循環結構, 反向器尺寸較長, 承載的鋼球數減少, 且鋼球高速時流暢性差, 是不適合的; 而外循環插管式結構簡單, 承載能力大, 不受導程的限制。因此, 被選作高速滾珠絲杠副的結構。
外循環滾珠絲杠副的預緊方式主要有三種: 增大鋼球直徑、變位導程和墊片。各預緊方式的特點見表1。
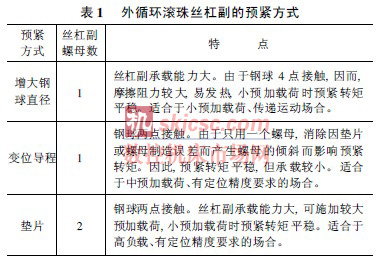
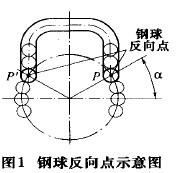
根椐高速滾珠絲杠副的特點, 選用單螺母變位導程預緊結構比較合適。但在結構設計時, 應注意以下幾點: ( 1) 導程的選擇。為了提高絲杠副驅動速度, 一般需增大絲杠副導程, 常用絲杠副導程取絲杠直徑的1/ 3~ 1/ 2。( 2) 為了增加承載,選用多頭螺紋, 以提高絲杠副承載能力。( 3) 滾珠絲杠副在高速時產生的噪聲主要來自鋼球在導珠管進出口( 見圖1P 、Pc點) 處的碰撞。因此, 在循環過程中鋼球的反向點設計是非常重要的 ( 見圖1) , 要合理選取反向角A。
2 高速滾珠絲杠副的測試技術
測量和制造是密不可分的, 沒有測量, 產品質量就沒有保證。北京機床研究所自研究生產絲杠開始, 就著手研制絲杠測量儀器。并先后研制成功了/ JCS-014 兩米激光絲杠導程誤差檢查儀( 以下簡稱JCS-014) 0、/ JCS- 040 三米激光滾珠絲杠副行程誤差測量儀( 以下簡稱JCS- 040) 0、/ LJY10 滾珠絲杠副動態預緊轉矩測量儀( 以下簡稱LJY10)0。這些儀器均采用了高精度的傳感器和現代化的測試手段。其數據處理遵循的標準是: GB/ T 17587. 3 ) 1998 滾珠絲杠副驗收條件及驗收檢驗。國內絲杠生產廠家主要使用以上儀器。北京機床所生產的滾珠絲杠副都是在這些儀器上進行檢測的。通過對測量結果進行分析, 提出質量反饋意見, 促進建立穩定可靠的工藝系統, 從而提高產品質量和生產率。北京機床所出口的滾珠絲杠副檢測結果也得到了國外有關公司的認可。
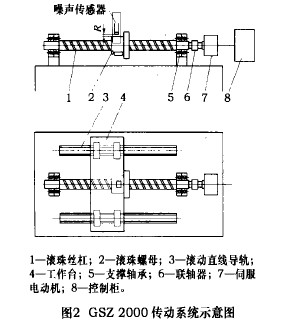
為了對滾珠絲杠副進行高速試驗, 北京機床所專門研制成功了GSZ 2000 高速滾珠絲杠副綜合測試裝置( 見圖2) 。用于測量滾珠絲杠副在高速時的性能) ) ) 定位精度、噪聲和溫升, 測量絲杠最大長度為2 200 mm, 工作臺移動速度可達60 m/ min 以上。該測試裝置配置了日本三菱公司的高分辨率的單軸數控系統, 其中交流伺服電動機的額定功率為2 kW, 額定轉速為3 000 r/ min, 電動機端編碼器輸出的脈沖數為100 000/ r。
采用了德國HEIDENHAIN 精密長光柵副作為定位精度的測量基準, 其測量分辨率為012 Lm; 采用6個PN 結溫度傳感器, 分別測量螺母、絲杠、前軸承座、后軸承座、光柵和空氣的溫度, 其測量分辨率為0. 1e ; 采用智能聲級計測量滾珠絲杠副噪聲的聲壓級, 其測量分辨率為0. 5 dB。
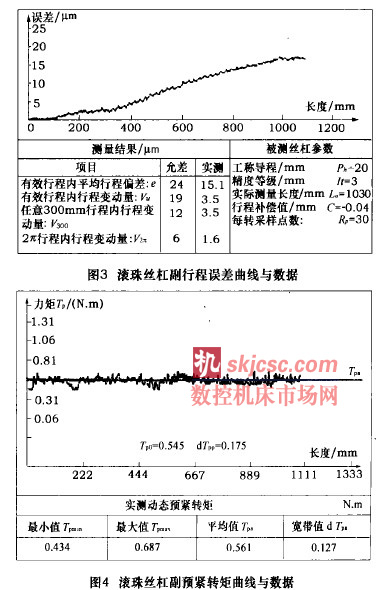
下面介紹高速試驗情況, 被測滾珠絲杠副的參數見表2。在/ JCS- 0400上測量結果見圖3, 在/ LJY100上測量結果見圖4。
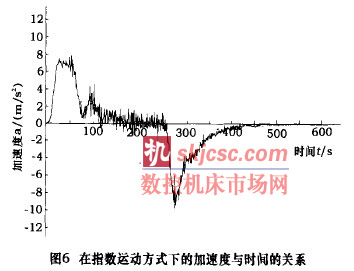
( 1) 動態測試利用GSZ 2000 裝置上的長光柵傳感器進行動態采數, 可以檢查運動速度的平穩性及加速度的躍升與過沖( 參見圖5、6 ) 。設$S 為在時間$t 內位移的變化量, 則: 運動的速度V = $S / $t , 加速度a= $V / $t , 這里取$t = 1/ 640 s。
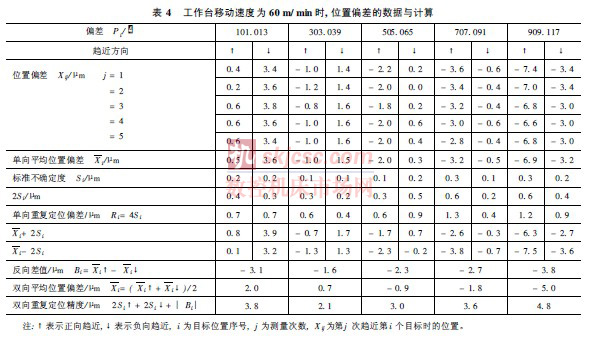
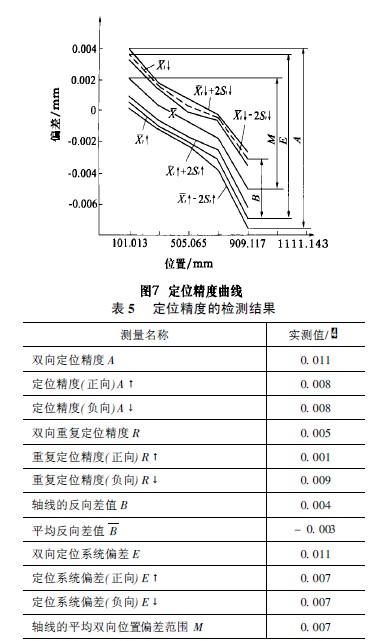
( 2) 定位精度測量 對高速滾珠絲杠副定位精度評價的標準是: GB/ T 17421. 2- 2000 在表3 的測試條件下, 測量結果見表4、表5 和圖7。
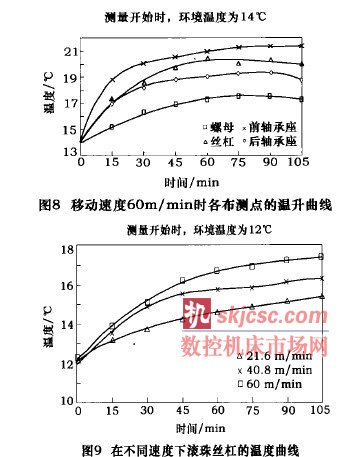
( 3) 溫升測試 測量結果見圖8、9。

3 總結
通過對高速試驗與研究分析, 我們對滾珠絲杠副在高速時的定位精度、加速度、溫升、振動和噪聲等有了更進一步的了解。并根據這些測試結果對高速滾珠絲杠副的結構及工藝進行了改進, 取得了一定的效果。
目前試制的滾珠絲杠副的d 0#N 值可達120 000, 快移速度可達60 m/ min, 加速度可達1 g。其中規格為: 直徑<40 mm、導程16 mm 的滾珠絲杠副已被應用到我所生產的KT 1300V 立式加工中心上, 其快移速度達48 m/ min 時, 定位精度也能滿足數控機床的要求。
由于我們對高速滾珠絲杠副的研究時間還不長,還有大量的試驗需要做。通過試驗積累經驗, 為制造高質量的高速滾珠絲杠副奠定基礎。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








