
滾珠絲杠隨著科學技術的不斷發展,對機床的性能、精度、自動化程度提出了越來越高的要求[1]。改造老機床與購買新機床相比,投資成本較低,又能提高原機床設備的生產效率[5]。CGM6125高精密車床數控化改造后主要用于小型軸類、盤類零件及螺紋零件的粗、半精、精加工。而滾珠絲杠影響著工作臺的穩定性和機床的加工精度,所以它的選擇特別的重要。
1 CGM6125車床進給系統改造方案
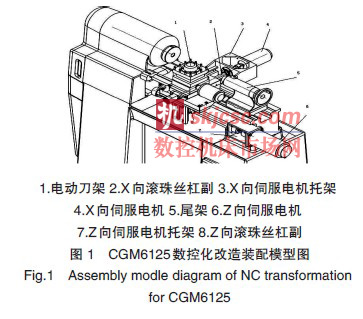
將CGM6125 車床改造為經濟型數控車床,拆除原機床上的進給系統,將選取的縱向的滾珠絲杠副通過托架安裝在床鞍和溜板箱的連接面上[2];橫向的支承采用在床鞍的兩邊安裝軸承座的方式支承,螺母通過支架安裝在中滑板上。縱橫向滾珠絲杠的支撐方式采用一端固定一端鉸支。驅動電機和進給絲杠的聯接采用電機-絲杠直聯方式。裝配模型如圖1所示。
2 縱向進給系統的設計計算
2.1 切削力的計算
最大切削功率

2.2 滾珠絲杠副的選型和計算
2.2.1 計算當量載荷Fm
首先,計算最大工作載荷Fmax 。縱向為三角形和矩形組成的綜合導軌,則

2.2.4 公稱導程的計算
公稱導程的大小應根據機床的要求確定,精度要求高時應選取較小的基本導程,速度快時選較大的導程。滿足公式為:
2.2.5 滾珠絲杠螺母副的選擇
在滿足機床設計改造參數和性能要求的前提下,盡量選用經濟、結構簡單、工藝性好、易拆裝的原則[3]。絲杠螺母副的滾道型面選擇雙圓弧型面,預緊方式為單螺母變位導程預緊;參考同類中檔數控車床滾珠絲杠副的實際選用情況,初步選擇3 級精度。
根據C < Ca(Ca 是額定載荷)的原則[6],使選擇的滾珠絲杠的額定動載荷大于計算的最大工作載荷,選用深圳市賽瑞德精工機械技術有限公司的滾珠絲杠,其型號為CBM2505-3-P3 的定位滾珠絲杠副。
2.2.6 滾珠絲杠的總體結構和尺寸設計
首先,確定滾珠絲杠螺母副的螺紋長度Ls
Ls = Lu + Le + 2Lc = 440mm (11)
式中:Lu —工作臺最大行程(mm),Lu = 350 mm;
Le —螺母長度(mm),Le = 42mm ;Lc —兩端余程(mm),Lc = 24mm
其次,確定絲杠兩支承間距離L
L = 1.4 × Lu + 30 × ph = 640mm (12)
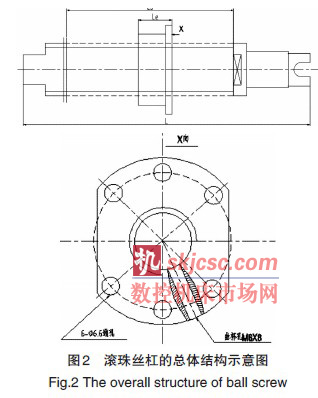
根據上述計算,在結合滾珠絲杠軸端的國際標準,滾珠絲杠的結構如圖2所示。
2.3 滾珠絲杠的驗算
2.3.1 傳動效率計算
絲杠螺母副的傳動效率η0 為



故縱向絲杠不會產生失穩的危險。
3 結束語
通過對縱向進給系統滾珠絲杠的選型和計算,獲得了CBM2505-3-P3 的定位滾珠絲杠副。在對CGM6125 車床數控化改造后,工作臺運轉平穩,提高了機床的加工精度,實現了改造的預定目標。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








