
一、前言
圖1 所示轉子是葉片泵/ 馬達中的關鍵零件, 材料為3 8 C rM o A IA , 轉子槽經表面氮化, 1 2 槽(寬) 2 . 5 H 7![]() , 對軸心線的對稱度0. 03 m m , 表面粗糙度為R a 0. 2μ m 。
, 對軸心線的對稱度0. 03 m m , 表面粗糙度為R a 0. 2μ m 。
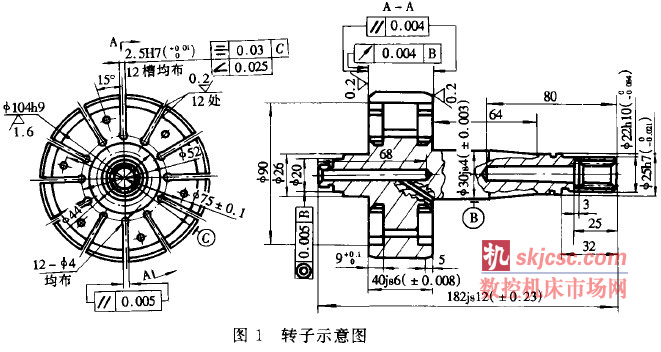
因該零件尺寸精度、形位公差和表面粗糙度都要求高, 槽寬窄而長, 深度深。如果采用傳統的加工方法很難達到圖樣要求。我所利用精密端齒分度盤在普通工具磨床上進行加工, 取得較好的效果。
二、精密端齒分度盤磨轉子槽工藝
1 .機床選擇
磨削轉子槽的機床必須具有較高的精度。
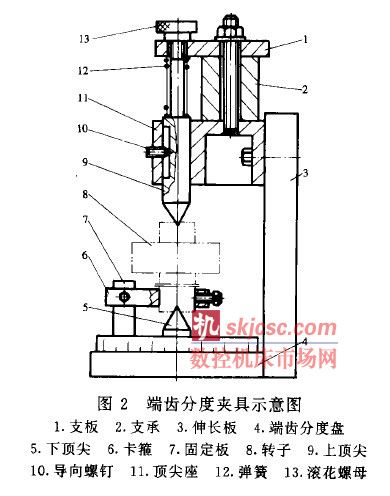
l) 因零件尺寸較大, 端齒分度夾具也比較大( 見圖2) 。為了便于工件安裝, 采用立式組合夾具, 使用萬能工具磨床較為適合, 并要求萬能工具磨床上、下行程大于4 0 0 m m .
2) 磨床主軸應有較高的轉速, 且轉速可調。
3) 磨床工作必須平穩。
通過工藝試驗選用MQ 6O25 萬能工具磨床。
2. 夾具選擇
在普通磨床上采用常規的蝸輪副圓分度裝置或插孔和插槽圓分度裝置都很難保證轉子槽的形位公差。
為了保證轉子槽的形位公差, 便于控制尺寸公差, 減輕工人的勞動強度, 提高生產效率, 采用精密端齒分度盤組合夾具, 這種分度裝置分度精度高( 士5 ~士10″ ) , 重復定位誤差小于0. 5 ″ , 便于垂直安裝。
3 . 砂輪選擇
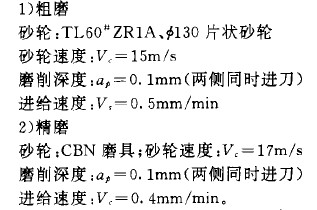
轉子材料為38 C rM OAI A , 槽表面進行氮化, 因轉子槽窄而深, 所以選擇砂輪既要考慮化學親合力較弱,又要具有較高的顯微硬度。目前C B N 磨具在磨削加工中廣泛應用, 其耐磨性、非親鐵性和高熱穩定性俱佳。但由于C BN 磨具的難于修整、價格較貴等特點, 又限制了C BN 的應用。基于上述原因, 粗磨時選用綠色碳化硅T L 60# Z R IA 片狀砂輪; 精磨時為了保證轉子槽質量, 可選用C B N 磨具。
4. 砂輪的修整
每次磨削前應仔細修整砂輪, 磨削過程中砂輪磨損變鈍也要及時修整。粗磨時, 選用φ1 4 0 又5 片狀砂輪, 先用較差的金剛石粗修砂輪余量, 然后再用金剛筆精修砂輪, 使砂輪厚度達2. 3 m m , 砂輪兩側尖角應用油石輕輕修整, 不得有殘存毛刺, 以免劃傷轉子槽加工表面。磨削過程中砂輪磨損變鈍, 只要修整砂輪外圓,即可重新進行磨削。精磨時選用c BN 磨具, 使用時裝在砂輪主軸上, 用金剛石筆稍加修整即可使用。
5 . 砂輪與夾具的調整
磨削前, 工件安裝在夾具上, 并在平臺上找好轉子槽的對稱度, 再把夾具安裝在工具磨床的床面上。先用試加工件調整砂輪與夾具, 用百分表找正砂輪中心和轉子槽中心, 兩者中心重合后固定床面, 在試加工件上磨一個槽并檢驗合格后, 方可加工工件.
6 .磨削用量
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








