
摘要:大型化、高可靠性、長服役周期已經成為當今世界風電裝備發展的方向,這給大型風電裝備的傳動齒輪箱的設計制造技術帶來了一系列的挑戰。統計結果表明,影響風電齒輪傳動系統服役的關鍵問題是關鍵機械零部件的失效故障。近年來各國在關鍵零部件損傷失效機理方面開展的基礎研究工作,為風電齒輪箱系統的先進設計制造技術的研究與發展奠定了堅實的基礎。必須緊扣風電齒輪箱設計制造技術的基礎理論和發展方向,才能真正縮短我國與世界先進國家在風電傳動系統的設計制造水平方面的顯著技術差距。
關鍵詞:風電齒輪箱;失效問題;設計制造技術;研究展望
0引言
近年來中國的風電產業蓬勃發展,2011年全國新增裝機容量達18GW,居世界第一。以華銳風電科技(集團)股份有限公司、金風科技股份有限公司、國電聯合動力技術有限公司為代表的一批本土風電裝備及關鍵零部件制造企業正在迅速崛起,推動我國發展成為世界上最大的風電裝備制造基地。但我國自主風電裝備制造仍然面臨著一些深層次的問題,值得深思,且直接體現在以下兩方面:一是中國區域氣候特點明顯,北方具有沙塵、低溫、冰雪等惡劣工況,東南沿海具有臺風、鹽霧等惡劣工況,這與歐洲的標準風況(IEC61400-1)差異明顯,使得在引進技術基礎上制造的風電裝備的可靠性不足,故障率較高。我國北方的大型陸上風場普遍存在的長時間干燥揚塵的低溫氣候,對風電機組正常運行的影響非常大,會導致葉片表面損傷乃至脆斷,而且液壓系統密封不良、污染、液壓油黏度增大等會產生工作不良及安全問題,齒輪箱密封潤滑系統功能退化、低溫停機較長時間后變速箱內油溫低、黏稠等都會降低系統壽命[1],而西歐的海洋性暖溫帶氣候則要溫和得多,對風電設備的性能影響也小。二是當前國內的風機開發與歐美發達國家還存在著明顯代差。歐美風電裝備制造企業已經跨域了5~6MW 的水平,正在大力推進10MW 級風電裝備的研制工作,而國產主流機型還處于1灡5~3MW 的級別。更重要的是我國風電制造企業在核心技術上基本處于引進吸收和模仿階段,尚未具備系統性的裝備自主研發能力,引進的是產品線及部分生產技術,但是沒有形成系統的設計開發能力和生產技術開發能力。這也是我國在風電裝備開發、生產和應用上與國際先進水平差距顯著的重要原因。分析近年來我國風電裝備產業的發展歷程,多數風電裝備制造企業的技術能力與實際的設備可靠運行要求之間還存在著顯著的差距。從風電裝備服役運行中的主要技術問題做起,探究相關的設計制造科學理論與先進技術方法,提升自主設計能力及制造技術能力,已成為我國風電裝備制造產業健康發展的重大課題。因此,《國家中長期科學和技術發展規劃綱要(2006-2020)》和《國務院關于加快培育和發展戰略性新興產業的決定》 (2010)中都明確提出了“重點研究開發大型風力發電設備暠、“提高風電技術裝備水平,有序推進風電規模化發展暠等要求。
總體上說,因主傳動鏈機械故障導致停機的時間占據了風機故障停機時間的40%~60%甚至更多,是影響系統性能和可靠服役的關鍵問題 (國產風電齒輪箱的問題更顯著一些)。導致這些機械故障產生的主要外在因素可以歸納為極端氣候條件、長期交變載荷作用、惡劣工作環境與復雜載荷的綜合作用等,而主要的內在原因則可以追溯到傳動系統的結構及裝配質量技術等問題。目前新一代風機隨著單機容量的增大,部件的尺寸、質量、系統復雜程度都在增加,同時包括海上風機在內的裝備發展對系統可靠性的要求在進一步提高,因此對傳動系統的相關問題如果不給予更大重視,必然會增加系統的故障率,降低服役可靠性。
本文從近年來風電裝備批量投入運行之后出現的技術問題入手,重點討論了國內外在風電齒輪箱的關鍵失效規律研究與相應的新型設計制造技術方面的進展,對目前風電齒輪箱設計制造方面國內外的技術差距提出了一些看法。
1暋關鍵零部件的失效問題調查與分析
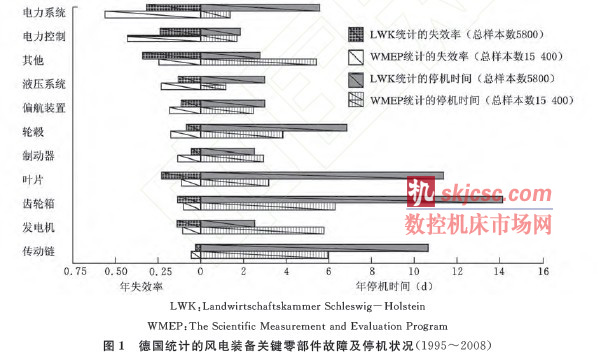
根據國內外近年來的風電裝備故障統計數據,MW 級風電裝備的故障主要集中在齒輪箱、發電機、低速軸、高速軸、槳葉、電氣系統、偏航系統、變槳系統、控制系統等關鍵部件(圖1),傳動鏈特別是齒輪箱系統中由關鍵零部件失效引發故障而導致停機的時間占機組總停機時間的比例居高不下,成為影響機組可靠性的主要原因之一[2]。
1.1暋風電齒輪箱中存在的主要技術問題齒輪箱系統作為整個風機系統的核心部件,受到通過葉片系統傳遞來的低速強載荷的擾動沖擊作用,同時承載齒輪箱的機艙系統在陣風作用下也有較大幅度的擺動,再加上內部的溫度及潤滑狀態的變動,因此,關鍵零部件(齒輪、軸承、主軸等)的失效等問題是目前最主要、影響最大的裝備故障。近幾年來,國內外學者們圍繞著風電裝備傳動系統的失效問題,開展了一系列的調查研究[3](圖2)。根據國內外關于風電齒輪箱質量問題的統計,常見故障主要有以下幾類[4]:

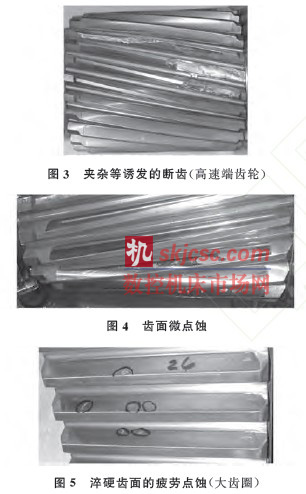
(1)齒輪輪齒損傷。輪齒的損傷是目前比例大且影響相對較大的損傷形式(圖3~圖5)。風電增速箱上承受的載荷變化比較大,特別是由極限風速或湍流工況引起的系統過載以及由調距或機械制動等引起的瞬時峰值載荷,盡管瞬時峰值載荷在整個運行周期中作用時間不長,但是卻對齒輪特別是齒面損傷有極大影響。輪齒齒面損傷的常見規律可歸納為“點蝕—剝落—斷齒暠三部曲。考慮到潤滑不良、熱處理和安裝調試等狀況,由于齒面在交變載荷下承受過大的接觸剪應力、過多的應力循環次數,因此齒面容易發生膠合、點蝕、齒面剝落、表面壓碎等損傷。比較典型的是行星輪系,行星輪在運轉過程中總是雙向受力,受齒輪精度、強度的影響,容易出現疲勞斷齒現象;太陽輪具有結構小、載荷大的特點,其精度保持性低,易誘發失效。
(2)軸承問題。軸承是齒輪箱中另一個重要故障源。在載荷作用下,由于安裝、潤滑、污染和工作環境等因素,軸承出現了磨損、超負載、過熱、腐蝕、導電、疲勞等現象,使軸承產生點蝕、裂紋、表面剝落等問題而失效,從而使齒輪箱發生損壞 (圖6~圖7)。例如在低速輸入端,低速重載情況比較典型,良好的潤滑條件難以形成,這是造成主軸軸承損壞的重要原因。目前比較典型的是高速端的軸承,它更容易出問題,因為發電機軸和齒輪箱高速軸連接中通常存在角度偏差和徑向偏移,它們隨輸出功率的變化而變化;這會產生一定頻率的軸向和徑向的擾動力,從而引起軸承溫升而使軸承損壞。

(3)密封與潤滑相關問題。齒輪箱漏油問題大多可歸結為原有結構缺陷在惡劣工作環境影響下的結果。齒輪箱的接口端和管接頭處由于存在密封結構的設計不合理或者密封質量問題(包括低溫和振動載荷情況下的油封老化等),均有可能發生漏油,同時漏油處也容易造成外部灰塵進入箱體而污染潤滑油。傳動系統的潤滑問題也非常突出,傳動鏈及齒輪箱中各類由潤滑不充分導致的問題出現得也較多。潤滑不充分非常容易導致傳動副的關鍵接觸區的干磨,這是齒面、主軸、承等磨損的根源之一。例如,在低速重載的齒輪傳動中,要求潤滑脂黏附性強、承載力大,一般采用添加二硫化鉬或石墨的高黏度潤滑脂進行潤滑;國內有時把用于主軸軸承的潤滑脂(低黏附性、高流動性)用來做齒輪的潤滑脂,造成齒面潤滑脂流失過快從而形成少潤滑狀況。又如高速端的圓錐滾子軸承承受了一定的軸向力,潤滑條件較差時就會出現高溫過熱情況。另外,長期運轉之后在接觸部位出現了磨損,潤滑油質會包含雜質污染,引起過熱等故障。此外,我國北方寒冷的氣候條件也會影響到潤滑系統,比如氣溫較低時潤滑油黏度較高,機組啟動時可能導致油泵過載。
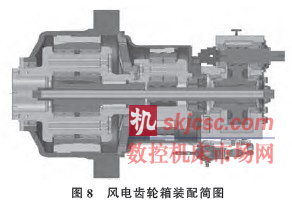
(4)總的結構與裝配方面的問題。大型風電傳動齒輪箱區別于普通齒輪箱的最大特點就在于所承受載荷的無規律性(風速多為3~25m/s),當前主流的1灡5~3灡0MW 齒輪箱的最大功率幅值可能達到名義功率值的3~4倍(反轉可以達到2倍左右)。這對風電傳動系統中剛度較低的空心低速中間軸、行星輪系等零部件的影響相當顯著,因為主流3MW 齒輪箱的長和寬通常在3m 以上,總質量在20t以上,輸入力矩在2MN·m 左右,在這個尺度上,材料加工問題、輸送和組裝過程中的損壞、轉子的不對稱導致產生彎曲現象,而連接部件的軸偏心、軸承和支撐部件的組裝有誤等各類技術原因[5]導致的零部件制造、裝配誤差的絕對值相對較大。風電齒輪箱中傳動系的裝配偏心誤差、齒距誤差及平行度誤差等,在復雜載荷 (特別是在超過設計負荷下工作時導致扭矩過大)下會進一步惡化傳動件的配合接觸狀態,擴大輪系結構的偏心誤差等,從而誘發振動問題,進而導致應力集中加劇及結構失效等現象的出現(圖8)。張立勇[6]認為,內齒圈偏心誤差對齒輪箱中的載荷分布不均勻的影響最大。
受無規律變向載荷的風力乃至于強陣風的沖擊作用,風電裝備常年經受酷暑嚴寒和極端溫差的影響以及風沙和近海鹽霧的侵害,因而傳動系統關鍵零部件的故障———齒輪、軸承、主軸的失效以及油液等問題目前影響最大,其失效機理研究已成為長壽命、高可靠性風電裝備制造中的世界性難題。在我國,由于材料、制造等基礎工業上的落后,傳動系統的失效故障問題非常突出,更需要從引發系統失效的科學規律方面進行深入研究。
1.2傳動系統失效的規律研究
最近20多年來,歐美國家的風電裝備基礎研究取得了很大的進步,他們通過廣泛而持續的故障調查,系統研究失效的過程與故障發生的規律。一些著名的研究機構,如美國可再生能源國家實驗室(NREL)、Sandia國家實驗室的風電研究所、丹麥技術大學可持續能源國家實驗室(Ris熈DTU)等所完成的研究成果為世界風電裝備的大發展提供了關鍵的理論基礎。NREL在2007年開始的齒輪箱可靠性協同研究(gearboxreliabili灢tycollaborative,GRC)項目[7飊8]是近年來所開展的最具影響的風電齒輪箱技術調查和研究工作之一,該研究從廣泛的齒輪箱失效數據庫建設開始,對當前風電齒輪箱及關鍵的齒輪、軸承等的分析方法與模型的有效性做了大量的評估,在一系列風機齒輪箱系統的故障調查和技術研究后,指出約10%的風電機組傳動系統故障來源于齒輪制造過程的缺陷和質量問題,而多數源于疲勞失效,其基本規律如下:初期源自承受惡劣外載的軸承安裝位置,在交變應力的作用下產生接觸疲勞裂紋及表面磨損,出現剝落現象;表面磨損、殘屑、間隙超差及錯位等因素相互促進并放大,影響到軸承的配合;進而導致齒輪的運轉產生偏差,發生磨損、疲勞、膠合乃至裂紋,最終導致齒輪失效。美國Timken公司的調查認定[9],影響主軸滾動軸承磨損的主要原因不是傳統的轉動接觸疲勞,而是低周微點蝕磨損(low-cycle micropittingwear)。由于主軸軸承的轉速為10~20r/min,不足以長期形成穩定可靠的潤滑油膜厚度。因此,下風(downwind)條件下在較大的載荷、較高的應力循環以及過小的油膜厚度等情況下,滾子滾道接觸表面發生了滑動,摩擦剪應力導致粗糙表面接觸應力的增大,并在表面附近產生了最大值。更廣泛的調查研究還表明,除了主軸調心滾動軸承以外,這種微點蝕現象也是齒輪箱軸承以及傳動齒輪本身失效的重要原因之一。趙玉良等[10]所做的經驗性質的工作也佐證了低速齒輪系統中微點蝕的發生發展機理及其對齒輪傳統的性能損害,進而指出了系統潤滑條件對微點蝕的抑制作用。
筆者所在單位近年來與中國國電集團“風電設備及控制國家重點實驗室暠在風電制造技術基礎科學研究工作方面合作較多,對我國多家骨干風電設備整機、齒輪箱制造企業進行過廣泛的企業調查。近期對國產風電齒輪傳動系統進行了一些地面全尺寸試驗,對主流MW 級風電裝備的齒輪-傳動軸-箱體系統在耦合振動條件下的動力學特性進行了全面分析,理論分析和應用實踐都表明,國產風電齒輪傳動系統與國外技術成熟的終體現為零件的加工質量及材料技術性能問題)是導致零部件失效和系統故障的直接技術根源,主傳動鏈在結構性能上具有明顯的剛柔耦合特點,在惡劣載荷條件下,裝配誤差(及結構變形)與長期服役過程中零件的磨損等具有雙向加劇的作用,最終會導致關鍵傳動零部件發生疲勞失效。
不過,目前對傳動系統失效原因及規律的研究還有很大的發展空間,例如大多數研究都是從各自接觸到的實際情況和部分實驗出發歸納出零部件失效的規律,但對風電傳動系統主要零部件的失效原因及其作用規律的認識不一,部分原因在于零部件在復雜載荷條件下的失效規律研究仍然面臨一些關鍵性困難:
(1)從葉片到低速輸入軸、軸承、齒輪、高速輸出軸、發電機等構成了主傳動鏈,加上偏航系統、變槳系統、液壓系統、潤滑系統等,形成了非常復雜的強關聯強耦合體系。這給零部件的損傷演變規律分析帶來了較大的挑戰。
(2)外部交變載荷與極端載荷,以及大慣量機組系統對外部變化的響應,極大地增大了關鍵零部件的損傷概率,也增加了其失效規律研究的復雜性。
(3)還必須考慮到在服役過程中零部件隨著材料老化與結構性能退化,體現出不同于早期服役時缺陷擴展、損傷演變的新特點。
此外,已報道的研究更多的是基于失效案例的分析,而關于復雜外載荷條件與內部結構的動力學響應關系以及對關鍵零部件的疲勞、磨損及斷裂等失效問題的作用機理的研究仍然缺乏。在我國,還鮮見系統性論述風機傳動系統關鍵零部件失效機理和規律等基礎科學問題的研究報道。
2提升關鍵零部件可靠性的設計、制造技術研究
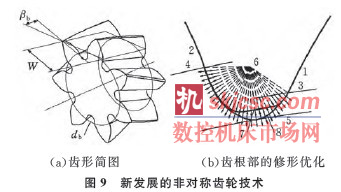
為了實現復雜工作環境下傳動系統的長服役周期及高可靠性,對傳動系統特別是齒輪、主軸、軸承等關鍵零部件的結構設計、制造工藝(包括材料加工工藝及表面處理工藝等)都提出了嚴格要求。基于大量的實驗、理論分析及仿真研究,國外許多學者針對傳動系統關鍵零部件在復雜載荷條件下的結構、材料性能及表面物理特征等的變化規律方面進行了大量科學研究工作,力圖以零件的“載荷狀態—材料性能—接觸連接條件暠的一體化分析研究為基礎,找出零部件裂紋擴展、表面微粒磨損脫落等失效過程與零件載荷、應力分布與變化的關系,從而通過結構優化設計來改善零件的載荷、應力狀態,提高系統可靠性。Kapelevich[11]指出,考慮到風電齒輪長期承受非對稱載荷的典型特點,設計非對稱齒形的齒輪能夠優化齒輪所受應力的分布,即通過對齒面進行非對稱修形或直接加工非對稱齒形所制造出來的新型齒輪,能夠顯著改善齒輪承受的應力情況:彎曲應力比當前最好的對稱齒形齒輪減小10%~15%,從而顯著提升齒輪的可靠性和安全服役性能(圖9)。
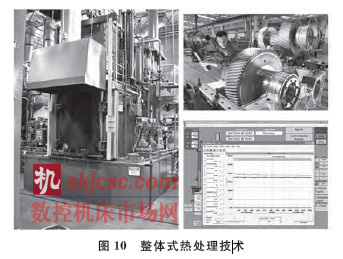
通過對零件表面物理特性的理論研究,找出零部件表面的材料宏觀失效與微觀結構變化的關系,從而廣泛開展保持零件表面機械物理性能穩定的先進制造工藝技術研究[12飊13],對于通過制造工藝的改進來提高風電齒輪的可靠性也有重要意義。美國開展了以40年系統服役周期和5年關鍵零部件質量保證期為目標的大型風電機組關鍵
部件長壽命抗失效的材料處理技術的研究工作, LaPlante[14]介紹了能夠顯著改善大型風電齒輪表面的機械物理性能,采用高鉻鉬鋼(如4320、4820、9310 或18CrNiMo7-6 等)材料,直徑60灡96~91灡44cm(24~36inch),重272灡155~1360灡777kg(600~3000磅)的直接滲碳淬火(in灢tegralquenching,IQ)工藝(圖10)。邢大志[15]針對內齒直徑大于1灡5m 的大型風電用內齒圈的強化熱處理問題,從工藝實踐經驗出發,對比普通滲碳淬火、感應淬火、氮化等工藝在畸變、齒根圓強化能力、工藝穩定性、設備成本等方面的特點,指出了將激光淬火技術應用于大型內齒圈熱處理的技術優勢:激光淬火的硬化層深度、工藝穩定性能居中,但是它能較好地解決齒根圓的強化問題,并且零件淬火后的變形程度也大大優于感應淬火;激光淬火與感應淬火的抗沖擊能力接近,數據的離散性也比感應淬火小。從整體上看,強調材料熱處理的重要原因是要保證齒輪的疲勞強度和加工精度。在風載頻繁變化下,齒輪(特別是齒面)失效與接觸精度和硬化表層物理冶金因素有關;由于齒輪箱變速比大,為了提高齒輪強度、傳動平穩性及可靠性,同時減小尺寸和質量,表面強化工藝也至關重要。因此,在美國ANSI/AGMA/AWEA6006-A03《風力發電機齒輪箱設計規范》的52 項質量控制項目中,材料熱處理就占20
改進軸承的設計制造技術以抗擊疲勞點蝕磨損從而提高系統的性能,也是一個非常重要的研性的潤滑失油期間對黏著磨損形成有效防護,以抵制黏著磨損機制所導致的擦傷、微點蝕及微動磨損等;滾子經特殊設計制造能降低套圈滾道的表面粗糙度;將套圈滾道拋光,能減少滾動力矩,提高效率。美國Timken公司在表面抗磨技術上的研究成果使得新型耐磨軸承比一般主軸和齒輪箱軸承的壽命延長了3灡5倍[9]。另外,針對8~10MW 風電機組,Siebert等[17]研究了高性能潤滑油對齒輪傳動系統關鍵潤滑點的表面保護作用,以提高傳動系統的抗疲勞性能、承受多變載荷的能力、熱穩定性,延長服役壽命。
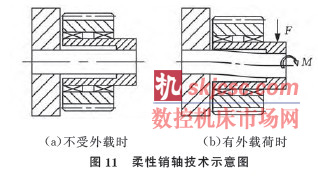
此外,由于傳動系統的制造、裝配誤差對多數機械疲勞失效的發生有著直接的影響,在惡劣外載的作用下,傳動結構的變形和偏心等誤差與零件的損傷、磨損之間存在著明顯的雙向加劇作用,因此,提高傳動結構的精密制造及裝配技術水平也具有極其重要的現實意義。結合風電傳動系統的復雜外載條件,深入研究實際結構的剛柔耦合特性和系統裝配誤差(偏心、側隙、交錯等)的傳遞與積累規律,就能通過準確的裝配質量分析、評估和規劃為高性能風電傳動系統的設計制造服務。林騰蛟等[18]研究了齒輪嚙合中載荷、表面粗糙度、殘余應力及輪齒修形量對齒輪副疲勞壽命的影響規律,為改進齒輪嚙合結構的制造工藝,改善表面精度與制造,進而提高齒輪副的疲勞壽命提供了啟示。李明[19]指出,風電裝配中常用的過盈連接對軸心彎曲的影響較大,因此在鼓形修整時需要考慮過盈連接引起的變形,分析并探討了過盈連接各參數(外載、過盈量、摩擦因數)與連接強度間的關系。再如,近年來國內外針對行星齒輪的裝配結構偏心問題發展起來的柔性銷軸技術 (如MAAG[20]、重慶望江等風電齒輪箱制造企業都使用了相關的技術),更是在考慮結構彈撓性的基礎上對行星輪系的裝配偏差(及變形)進行精確定量分析與研究的結果[21飊22],即通過銷軸—套筒構成的懸臂梁結構在載荷下的偏斜抵消它們彎曲時形成的偏心,以實現行星齒輪的自我調節(既抑制偏心誤差,又均勻分配負荷)的目的(圖11)。
3暋國內外在風電齒輪傳動系統設計制造技術領域的差距
自20世紀90年代開始,在引進吸收的基礎上,我國風電裝備制造業迅速崛起,目前已經發展
成為世界上最大的風電裝備制造基地。與先進國家相比,我國在自主的風電裝備特別是核心零部件的研制技術方面有較大的差距[23],主要表現在以下幾方面:
(1)歐美風電裝備制造強國已經針對本土風場環境建立了比較完善的技術標準(如IEC、GL等),并以此為基礎形成了適合其特點的載荷分析、結構設計及制造技術體系。我國風場環境較歐美國家惡劣,目前卻仍然沒有建立起具有本國特點的風場環境載荷譜;在風電裝備的系統動力學建模、載荷分析與計算等方面的研究與國際先進水平差距相對較大;本土企業大多直接購買國外的軟件(如GH 等)進行裝備設計或者購買圖紙甚至于借助逆向工程。這是目前我國本土風電裝備開發能力顯著落后于國際先進水平的直接原因之一。
(2)在風電裝備關鍵零部件的失效機理和全壽命安全評定方面,目前國際風電裝備普遍設計的穩定運行周期至少為20年,歐美國家目前正在開發能支撐裝備25~40年服役周期的關鍵技術。借助于歐美國家在材料的機械物理性能研究上的優勢及其長期工作積累,歐美國家在風電裝備關鍵零部件的失效問題上做了大量的工作,從宏微觀層面深入研究了零部件失效的規律,形成了較為實用的可靠性分析方法,并建立了大型的設備—材料可靠性數據庫等。比較而言,國內風電裝備通常在運轉5年之內就會出現關鍵故障。這主要是因為我國在風電裝備基礎設計制造科學方面與國際先進水平存在著明顯的差距,本土風電裝備制造企業雖然發展迅速但自主研發能力不足,研究積累更為欠缺。
(3)在滿足復雜環境下安全服役需求的大型風電裝備制造技術方面,根據歐洲風能協會 (EWEA)2011大會披露的未來10年風電裝備發展路線圖,歐美國家已經制定了在5年內開發測試10~15MW 的風電裝備,未來10年將開發測試20MW 的超大型風電裝備,這涉及了包括多尺度結構熱冷加工和處理在內的關鍵零部件成形控性理論及其制造工藝方法等多方面的工作。目前我國基本掌握了3MW 以下風電裝備的主要制造技術。由于我國在關鍵零部件加工及處理技術上還比較落后,裝備的質量亟待提高。要在未來10年追趕歐美國家在超大型(10~20MW)、長壽命 (20年甚至更長)風電裝備關鍵技術上的研究步伐,仍然是一個巨大的挑戰。
(4)近幾年來國內大型風電裝備制造發展迅速,產業界多將注意力放在國外產品圖紙的消化和零部件加工上,對裝配工作的重視還不夠,對裝配精度及質量分析等的深入研究工作就更少了,這就造成國內風電設備零部件加工的設施及質量已經達到一定的水平,但由于裝配技術瓶頸,風電裝備的總成性能和可靠性卻比較低的現狀。另外,還明顯存在諸如高強連接螺栓斷裂、螺栓力矩不足或超標、齒輪嚙合間隙超差過大、關鍵零部件在裝配時發生損傷破壞(如軸表面存在凹坑、對中精度不足)等技術質量問題[24]。裝配是風電齒輪箱制造中的重要環節,花費時間長,對最終性能影響大,必須深入研究大型風電齒輪傳動系統的先進裝配技術,提出適應風電設備的技術特點、具有可操作性的理論和方法,為產業健康發展服務。
國內風電裝備的產業發展(包括傳動結構的設計制造中存在的隱患)近年來已經廣受關注,例如張立勇等[25]指出,國內大型風電齒輪傳動系統的發展必須解決基礎載荷數據及載荷處理方法、齒輪早期點蝕、軸承早期損壞、大型斜齒內齒圈制造及密封等方面的迫切問題。其實,隱藏在我國風電裝備制造企業自主開發能力弱這一表象下的實質是復雜工作條件下大型化、長壽命、高可靠性風電裝備關鍵零部件的制造科學研究的不足以及系統運行監測控制與壽命安全評估領域的顯著差距。因此,在“大型化、長服役周期、高可靠性暠已經成為未來10年世界風電裝備發展方向的大背景下,研究傳動系統的損傷故障機理,探索先進設計制造工藝已成為提高我國風電傳動系統自主設計制造技術水平的必由之路。
4結語
近年來世界各國在“超大型、長服役周期、高可靠性暠風電裝備制造技術的研究正走向一個高潮。這些研究工作也為我國通過6~10MW 乃至以上的大型風電裝備的研制,突破關鍵零部件的損傷規律、關鍵零部件制造工藝與技術等挑戰,形成自主的風電裝備制造理論,指明了重要的研究方向:必須從基礎做起,牢牢把握風電裝備外部交變載荷的作用特點,以復雜載荷下齒輪傳動系統中結構動力學的響應機制為基礎,深入探索關鍵零部件損傷的演變與性能的退化規律,從結構設計、材料工藝等方面提出能夠確保復雜工作條件下關鍵零部件性能穩定的理論方法;進而針對目前困擾國內大型風電齒輪傳動系統設計制造的幾個關鍵技術問題,特別是齒輪的失效與制造工藝改進、軸承損壞、行星輪系的均載設計與制造工藝改進、裝配工藝的優化與質量提升等問題,開展應用技術研究以改善大型風電齒輪箱的可靠性。這對于推動我國大型風電裝備傳動系統研制技術的跨越式發展,提升我國重大工程裝備的先進制造水平與競爭力,促進我國整個新能源產業的發展,都具有十分重要的意義。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








