
摘要 風電增速箱行星齒輪錐孔作為雙列圓錐滾子軸承的外圈使用, 尺寸精度要求高, 加工和測量難度大。通過設計制造專用量具、優化工藝方案, 成功解決了錐孔的磨削和測量難題。
關鍵詞 風電增速箱 錐孔 測量 專用量具
0 引言
風電增速箱是風電機組的核心部件之一, 安裝在塔頂的狹小空間內, 一旦出現故障, 維修非常困難[ 1] ,所以要求其具有較小的體積和重量, 同時具備較高的零件加工精度和較長的整機使用壽命。我公司設計制造的某型號風電齒輪箱, 為了盡量減小整箱體積和重量, 采用行星齒輪傳動結構, 將其行星齒輪內孔設計成中間段為直孔、兩端為錐孔的形狀, 兩端錐孔作為雙列圓錐滾子軸承外圈滾道。為了保證和軸承外圈具有同等的使用性能, 要求內孔表面必須具有很高的形位和尺寸精度[ 2] 。而控制的關鍵項是直孔與錐孔交界線的位置尺寸, 這就大大增加了加工和測量的難度。
1 工件狀態及加工、測量難點
我公司加工的行星齒輪加工要求如圖1 所示, 零件材料為17CrNiMo6 優質滲碳鋼, 在滲碳淬火處理后對內孔進行磨削加工。兩端內錐孔尺寸必須達到圖示要求, 目的是為了控制兩個單列圓錐滾子軸承間的軸向距離, 進而達到成組( 六件一組) 行星輪安裝在行星托架上后與托架端面的距離保證在一定公差范圍內,使所有的行星輪運轉時幾乎在同一水平面上。
針對該零件進行分析, 我們認為加工和測量時的難點主要有以下幾點:
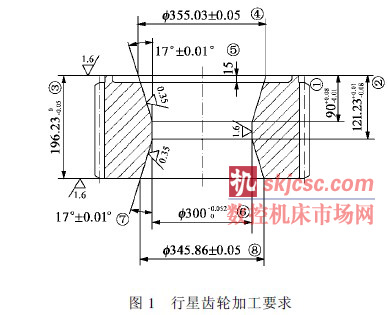
( 1) 工件需要控制的關鍵尺寸¹ 、º均為斜錐面與圓柱面的交界線, 在加工機床上使用常規量具無法隨機準確測量。
(2) 工件尺寸(四)½、¾ 、⑧中任何一個尺寸變化都將引起尺寸¹ 或º的變化。
( 3) 工件尺寸¼ 、㈦又會因尺寸¹ 、④、(四)、½ 、¾ 、⑧的變化而變化。
( 4) 批量加工時, 尺寸(四)~ ㈦ 即使都在公差內, 也會因各尺寸間的關聯變化導致尺寸¹ 、④超差。
( 5) 一旦零件從機床上拆卸后發現不合格, 返工時需要兼顧的尺寸關系十分復雜, 困難非常大。
綜合上述問題, 我們認為, 必須制訂合理的加工工藝方案, 并且設計專用量具, 使零件能夠在加工設備上隨機準確測量, 并根據測量的數據調整機床工藝參數,最終達到設計要求。
2 解決難題的思路和方案
為了滿足加工的要求, 并保證錐角角度的準確性,我們選用以下方式進行磨削和測量。
( 1) 加工機床: 選用數控立式磨床來進行磨削, 保證錐角角度的穩定性, 盡可能減少尺寸變化。每次調整時, 首件可用三坐標測量儀測量, 并根據工藝要求調整到位。
( 2) 磨削工藝路線: 先磨兩端平面控制總長; 然后一次裝夾磨中孔和一端錐孔; 最后校正已經磨削的中孔和平面, 磨另一端錐孔。
( 3) 從圖紙要求來看, 任何一個尺寸的變化都會引起其他尺寸的聯動變化, 容易引起尺寸超差, 因此, 在機床能夠滿足工藝要求的前提下, 加工過程中必須人為縮小關鍵尺寸的公差。
( 4) 因為用常規量具無法直接測量尺寸¹ 和º, 所以必須設計專用量具。
3 專用量具的設計制造和使用方法
專用量具的設計和制造要求如圖2 所示, 要求量
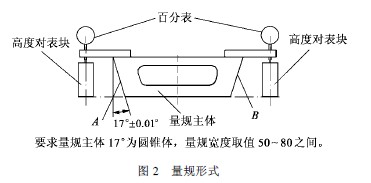
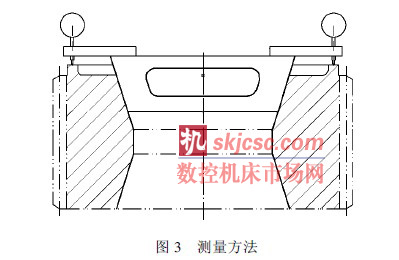
具A、B 面為同一圓錐體表面, 并要求有很高的精度:表面粗糙度Ra 為0. 1Lm, 直線度為0. 004mm。兩百分表測量頭中心對量規主體回轉中心的距離要求一致,同時必須嚴格控制量規主體的大端直徑尺寸、高度尺寸及高度對表塊的長度尺寸。測量時先將量規放置在平板上, 兩邊的百分表同時用高度對表塊對零, 按圖3方式進行上錐孔的測量( 注意: 兩邊表的讀數如基本上一致, 則測量準確, 如果數值相差較大, 則說明量具錐面未完全與零件錐面貼合, 需反復測幾次, 直至百分表讀數基本一致) , 讀出百分表的數據, 再通過表的讀數值和½ 、¾ 尺寸的換算得出要求的¹ 、¼ 尺寸。對下錐孔的測量基本如上所述, 只需更換對表用的高度對表塊, 通過表的讀數值和㈣、¾ 、⑧尺寸的換算得出要求的④、㈦尺寸。
量規的加工必須控制好質量, 對錐角的角度、直線度, 量規主體大端直徑尺寸的檢測需使用高精度三坐標測量儀, 同時要保證兩只百分表安裝孔中心與量規主體中心的裝配精度。
4 實例計算
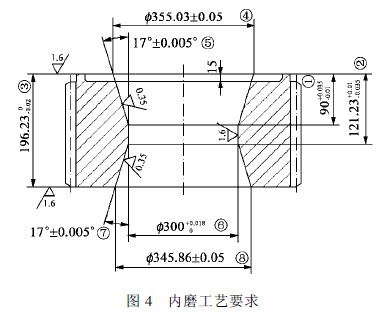
經過上述分析, 我們在制造加工工藝中, 將零件公差按圖4 縮小, 最終達到保證¹ 、º長度尺寸和錐孔尺寸的目的。
分析:
(1)尺寸¹ 、④在量規、等高塊做好, 并規定了機床、磨好工件總長后, 通過換算直接讀出。
( 2) 尺寸¹ 、¾ 、½ 的控制最終控制了尺寸¼ , 即¼ = 2× ¹ @ tan ½ + ¾
( 3) 尺寸④、㈣、¾ 、⑧的控制最終控制了尺寸㈦。㈦= 2 ×(㈣- ④) × tan ⑧+ ¾
( 4) 我們在控制了等高塊高度后, 經計算由高度對表塊將百分表對零后, 在實際加工中, 控制百分表讀數值在0~ 0. 045mm 內即可將尺寸全控制在產品圖要求內, 這樣在立式磨床上加工中可以隨機測量, 操作者可根據測量的結果及時調整進刀量, 同時該量具也可做成品檢驗使用。
使用以上的專用量具進行加工測量后, 我們又將零件在三坐標測量儀上進行復查測量, 得到的數值幾乎一致。
5 結束語
使用上文所述方法進行小批量生產后, 我們抽取了部分零件在三坐標測量儀上檢驗對比, 對比結果表明該方法完全能夠使零件達到設計要求, 尺寸精度穩定。且由于能直接讀出數據, 因此操作者認為使用十分方便。目前, 這一測量技術已經運用到風機零件的大批量生產中, 促進了風電增速箱的順利出產, 創造了很大經濟效益, 節約了三坐標測量儀的測量成本。同時也為其他類似零件的加工和測量提供了確切的參考。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








