
摘要:由水輪發電機組水輪機套筒引起的故障是水電站運行過程中存在的一個普遍問題,涵蓋設計、制造、安裝、檢修、運行等方面的原因。運行中機組的不同負荷工況引起套筒漏水、抱死的也有差異,需及時找出其中原因并采取措施消除。文章介紹了某水電廠4號機組運行時導葉套筒與導葉發生抱死現象后,導致導葉不能操作的現象描述和分析,以及采用的措施和取得的效果,繼而提出今后對導葉軸套方面的改進設想。
關鍵詞:水電廠;水輪機組軸套;材料
0 引言
某水電廠4 號機組1974年投運, 于1998年完成增容改造, 機組額定功率由225MW增容至255MW。增容改造中水輪機部分除埋設部件和水輪機大軸、水導瓦未進行更換外,重新設計制造了轉輪、頂蓋、活動導葉、底環、接力器及水輪機附屬部件。水輪機結構為立軸混流式(HL430a-LJ-550),發電機為二導懸吊式(TS255/12640-48) , 均由哈爾濱電機廠制造, 額定轉速1 2 5 r / m i n , 額定流量290m3 /s 。導水機構的導葉軸套由上、中、下軸套構成,上軸套為聚甲醛鋼背復合材料軸套, 中、下軸套采用1010,期間運行穩定,增容改造后進行了兩次擴修, 分別為2 0 0 3 年和2 0 0 9 年。2 0 0 9 年擴修時應用了MC尼龍材料作為導葉中、下軸套,其安裝間隙為0.4mm~0.45mm,穩定運行半年后,機組在90MW~240MW負荷區間出現導葉發卡, 并伴有負荷調整不順暢現象, 在后期檢修發現中、下軸套內徑平均收縮量均為0 . 5 m m 。產生軸套與活動導葉軸頸過盈0.05mm~0.1mm, 對中軸套內徑進行機加工, 其與導葉軸頸裝配后間隙加工后為0.65mm~0.7mm。下軸套更換為尼龍1010,導葉軸頸裝配后間隙擴大為0.65mm~0.7mm, 完成事故處理。
1 故障發生情況
2010年8 月8日由于上游降雨影響,黃河攜帶超過1 0 0 k g / m 3沙量入庫, 機組過機沙量達58kg/m3。8月9日發現導葉有發卡現象,負荷在國電業·技術 2013年第5期90MW~240MW區間出現導葉發卡,并伴有不同程度的調整不順暢的現象,相應接力器開度為50%~98%,截止9月2日,累計導葉發卡故障發生二十多次,具有代表性情況如下。
1.1 8月9日
上位機簡報發出“電調故障”、“調速器比例閥工作復歸”。有功給定220MW,實發240MW。調速器在數字閥、自動。一次調頻退出。A機比例閥拒動,數字閥拒動,B機數字閥拒動,調速器在B機,比例閥。具體情況如表1所示。

調速器切機手動,故障信號復歸正常,水車室檢查無異常。調整負荷不動(240MW),當時全廠出力1100MW。
1.2 8月10日
落門停機,檢查導葉各部沒有發現明顯異常。調速器靜態試驗模擬開、停機,并網,增減負荷動作正確。并網帶負荷到140MW時,B機比例閥拒動自動切至數字閥,繼續增減負荷,數字閥拒動信號出現。調速器切機手動,增減負荷正常。調速器切自動B套數字閥增減負荷正常, 調速器切自動B套比例閥增減負荷正常。(200MW~240MW)
1.3 8月11日
小范圍調整負荷,由200MW降至170MW動作正常,由170MW升至200MW時,負荷調整不動。檢查A機數字閥拒動,B機比例閥、數字閥拒動。在機手動方式下負荷只能降不能升,雙重濾過器切換一次無效。負荷設置為100MW,當負荷升至90MW后不上升,當時導葉開度48%,調速器顯示:A機數字閥拒動,B機比例閥、數字閥拒動。切至機手動后負荷只能降不能升。停機,進水口閘門全落。做摩擦力矩試驗: 油壓為1.3MPa時, 導葉開到48%不動。油壓為1.35MPa時,導葉開到50%不動。導葉靜摩擦力明顯增大,壓力在1.3MPa時導葉開到47%不動,1.35MPa時50%,導葉開度越大,壓力也要越高,如表2所示。
2 處理情況
累計對導葉發卡缺陷進行了六次排查,具體如下。

1)開蝸殼門對導葉進行檢查,未發現有異物卡阻,開機并網后140MW~160MW負荷導葉依舊卡阻。
2 ) 調速器動作試驗和導葉靜摩擦力矩試驗,初步判定導葉發卡是由于導水機構靜摩擦力矩增大所致。
3)調速器雙重過濾器檢查清掃、引導閥活塞檢查清掃、調速環檢查、中軸套檢查和導葉立面、端面間隙檢查,檢查后再次進行了導水機構摩擦力矩試驗,排除了調速器故障、接力器故障、調速環摩擦塊損壞、中軸套進沙的原因。
4)導葉端面間隙調整、拉緊度試驗,通過系列排查判斷導葉發卡是由于導葉端面間隙變動和導葉軸套(材料為MC尼龍)吸水膨脹所致。
5)導葉端面間隙調整和導葉中軸套(材料為MC尼龍)膨脹處理。
6 ) 通過測量發現機組2 0 只導葉中軸套平均膨脹量達0.5mm,與導葉中軸徑配合平均徑向過盈量0.1mm。因此對4號機組導葉端面間隙調整和導葉中軸套( 材料為MC尼龍) 重新進行膨脹處理,全部進行了車削加工,加工后與與導葉中軸徑平均配合間隙0.42mm, 下軸套更換為尼龍1010,導葉軸頸裝配后間隙擴大為0.65mm~0.7mm,如表3,表4所示。
3 故障分析
3.1 導葉軸套結構
上、中軸套布置在頂蓋套筒上下兩端,上軸套主要起輔助支撐導葉的作用,中軸套直接與轉輪上腔相通,主要是為了密封機組運行時轉輪上腔壓力水。中軸套密封形式為“L”型密封和 “O”型密封。導葉下軸套布置在底環上,采用 “O”型密封圈防止泥沙進入。
3.2 原因分析
針對導葉出現發卡現象,通過調速器試驗和接力器動作試驗排出了導葉異物卡阻、調速器故障、接力器故障、調速環摩擦塊損壞等因素。通
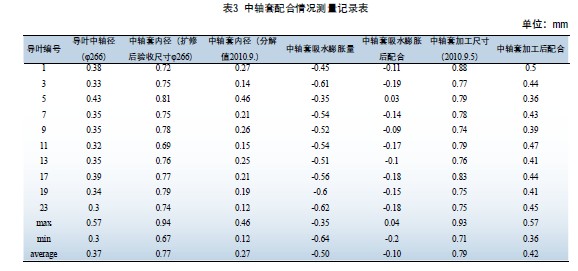
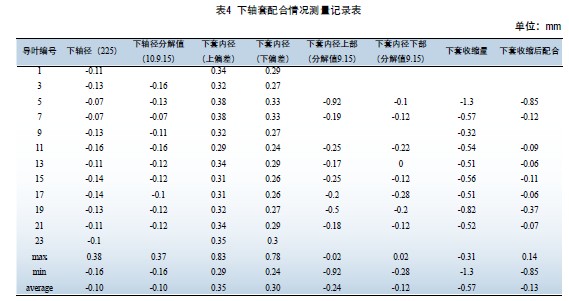
過測量中軸套內徑并與上年度檢修安裝后相比收縮0.5mm,與導葉軸頸形成過盈配合,其原因是尼龍材料的物理特性發生變化引起的膨脹。采取機加工的處理方法對內孔車削,使所有中軸套內徑擴大間隙至0.65mm~0.7mm后;對中軸套間隙處理后導葉發卡現象依舊存在,進而引申為導葉下軸套間隙過小成為發卡的主要原因,對此現象,將機組檢修工期延長,分解水輪機部件,更換下軸套,處理后故障消除,機組運行穩定。供貨商認為MC尼龍材料在各種物理化學性能上均優于尼龍1010,原來其他型號逐漸淘汰,都轉為生產MC尼龍產品。但MC尼龍軸套是否能符合該電廠比較特殊的工況條件,還需要進一步試驗論證,但作為尼龍材料的主要物理性能參數的膨脹系數顯然不能滿足電站的使用條件,具有一定的風險性。
3.3 間隙選擇的理論依據
水輪機設計手冊[1]對離心熔鑄尼龍1010軸套的設計計算方法如下。
壓入過盈量:Δ1=2×10-3D; (1)
與軸頸配合間隙:Δ2=1+A+C。 (2)
其中D 為軸套外徑; A 為設計要求實際間隙;計算方法為A=0.22d/100;d為導葉相應軸頸;C為壁厚引起的內徑收縮修正值;當壁厚大于10mm時;取值為0.05mm~0.1mm。
對于該電廠機組中軸套外徑300mm,內徑266mm,下軸套外徑250mm,內徑225mm,由于中下軸套加工工藝采用壓入后二次加工至配合間隙,故公式(2)中Δ1取值為零經過計算,中軸套壓入過盈量為0.6mm,與導葉中軸徑間隙為0.65mm~0.7mm;下軸套壓入過盈量為0.5mm,與導葉下軸徑間隙為0.55mm~0.6mm。
尼龍產品供貨商在經驗上對套筒間隙進行了如下計算。

4 改進方案
水輪機套筒軸套與導葉之間的抱死現象產生是設計間隙、運行工況、材料選擇等多方面的綜合體現,也是水電廠常見故障,在多次該類缺陷的處理過程中,從機加工方面和材料選擇兩個方面考慮處理方案,重點對水輪機套筒軸套與導葉之間的設計間隙進行了檢查、對比、調整,同時為防止機加工變形和由于環境溫度、濕度變化從而產生的間隙變化,在機械加工工藝上做了較大改進,從該方面杜絕間隙過小產生抱死現象。在材料選擇上選用尼龍1010,在材料到場后進行浸泡試驗以驗證材料的吸水率和膨脹率,現場缺乏對非金屬材料的檢測手段從而僅憑外觀檢測和廠家出具的出廠證明,但試驗時間無法模擬機組長期運行時的各種工況,因而材料的可靠性不足,隱患依然存在,同時若導葉與配合軸承的間隙擴大,一方面會帶來導葉套筒漏水量的增大和轉動配合面之間進砂量增加,從而加劇導葉軸頸的磨損;另一方面由于導水機構整體間隙的變化從而影響到停機狀態下的機組漏水量。因此,僅通過調整和改變導葉套筒間隙值的方案帶有一定的弊端。必須通過多年的運行經驗調整水輪機套筒軸套與導葉之間的間隙值和適合的材料[2],才能使得機組平穩、安全運行。
5 結論
在水電廠中多泥沙河流上的水輪發電機組,水輪機套筒軸套材料的選擇應更為慎重,由于受上游降雨影響,過機沙量在汛期變化較大,若沙量大于一定數值,將對機組運行工況帶來較為嚴重的影響。在水輪機套筒軸套選擇上應充分考慮材料物理化學性能在特殊環境下的變化,并計算加工誤差等人為因素。隨著各類國內外新型材料和技術的出現及應用,在水質條件有所改善條件下,同時兼顧穩定的物理特性和良好的耐磨和潤滑性能的軸套材料,代替以尼龍為制造材料的水輪機軸套才能成為可能。例如采用銅基鑲嵌自潤滑軸承等多種復合材料在其他電站的成功使用,對今后處理該類型的故障建議更換使用新型復合材料的軸承以減小尼龍材料的吸水膨脹幾率,可在機組檢修期間試用數量較少的新材料驗證試用效果,做為將來選擇新型套筒材料的技術儲備和積累經驗。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








