
0 引言
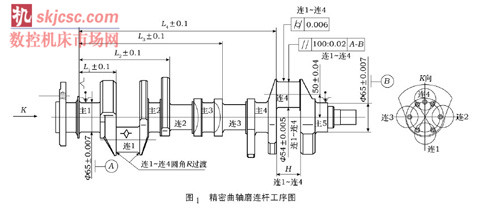
曲軸是汽車發動機的關鍵零件,其結構復雜,加工精度高,難度大,工藝復雜。圖1 所示為一種精密曲軸磨連桿工序圖,連桿軸頸呈90°分布,是該曲軸加工的難點。主要技術要求如下。
1) 連桿軸頸與主軸頸的中心距和相位角。
2) 連桿軸頸軸心線與第一和第五主軸頸共同軸心線的平行度。
3) 連桿軸頸的尺寸精度、圓柱度和表面粗糙度等。對于高標準的汽車發動機,相位角的控制是至關重要的,該曲軸的相位角公差要求控制在±12'。曲軸精磨連桿軸徑時出現廢品的主要原因是相位角超差和連桿軸頸圓角R 處的表面質量不符合要求。影響相位角分度精度的原因主要是夾具分度精度控制不好; 影響連桿軸頸圓角R 處表面質量的主要原因是工藝系統的振動。
筆者設計了一種精磨連桿軸頸夾具,圓滿解決了以上問題,用普通MQ8260 曲軸磨床,加工出了高質量的精密曲軸。
1 曲軸加工工藝分析
精密曲軸磨連桿工序圖如圖1 所示,根據基準重合原則,曲軸精磨連桿軸徑時定位基準與設計基準應該重合,所以,精磨連桿軸徑時的主要定位基準選第一和第五主軸頸的公共軸心線,軸向定位基準選第一主軸頸的右臺階側面,而相位角的定位精基準選連桿軸頸的中心線。曲軸的主要機械加工工藝如下: 粗車主軸頸→粗車連桿軸頸→精車主軸頸→精車連桿軸頸→表面淬火→粗磨主軸頸→粗磨連桿軸頸→精磨主軸頸→精磨連桿軸頸→拋光。
從工藝過程可知,用粗磨過的主軸頸定位粗磨連桿軸頸,然后用精磨過的主軸頸定位精磨連桿軸頸,以保證磨連桿軸頸時有足夠的定位精度。
2 連桿軸頸磨削定位分析
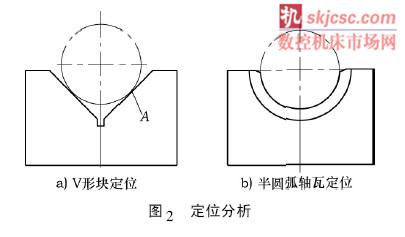
曲軸磨削常用的定位形式有三爪、V 形塊和半圓弧軸瓦三種,三爪由于不能實現主1、主5 軸頸定位,而且裝夾不方便,不適合在批量生產中使用; V 形塊定位的適應性強,夾具調整方便,定位精度高,是連桿軸頸加工較好且常見的定位形式,廣泛應用于連桿軸頸的車削和磨削夾具中。但V 形塊定位的缺點是夾具系統剛性不好,如圖2a 所示,在A 處V 形塊定位面與工件是線接觸,在磨床啟動沖擊力的作用下兩端V 形塊與工件的接觸線摩擦力小,會使主1、主5 軸兩端V形塊相對于工件產生扭轉變形而影響連桿的分度精度。
為此,精磨連桿軸頸的夾具采用了半圓弧軸瓦定位,此時工件與夾具的定位是面接觸,如圖2b 所示,克服了V 形塊定位剛性不好的缺點。因此,連桿軸頸粗磨用V 形塊定位,制造調整方便; 精磨時用半圓弧軸瓦定位,剛性好、精度高。
3 精磨連桿夾具結構設計
3.1 夾具結構分析
精磨連桿夾具結構簡圖如圖3 所示,定位斜楔8放入夾具體1 的V 形槽中,將分度盤10 上的刻線對準夾緊圈9 上的基準線,用鎖緊螺母7 鎖緊。曲軸在分度盤上的半圓軸瓦4 上定位,然后以粗磨后的連桿軸頸為基準,指示表校正余量并用壓緊螺母6 壓緊,磨削1#連桿( 連1) 軸頸。完成1#連桿軸頸的磨削后,松開鎖緊螺母7,將分度盤10 轉動90°,由分度盤10 上的刻度線對準基準線粗定位,然后用指示表校正精磨過的1#連桿軸頸,實現精定位,以保證相位角的精度,用鎖緊螺母7 鎖緊后磨削2#連桿軸頸,按同樣的方法依次磨削3#、4#連桿軸頸。
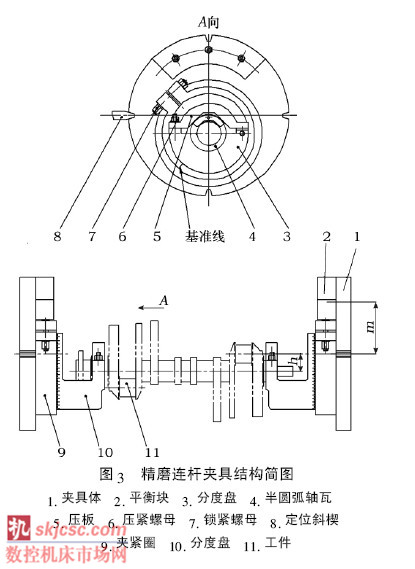
該夾具分度時曲軸不需要重新裝夾,采用分度盤轉動分度,克服了曲軸重新裝夾引起的誤差和變形。用刻線粗定位便于觀察和調整,操作方便,不干涉用百分表精定位時的微調。與法蘭端銷孔定位比較,其影響定位精度的因素少、精度高且結構簡單。
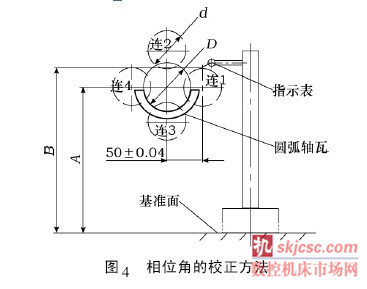
相位角的校正方法如圖4 所示,在磨好1# 連桿軸頸后,將分度盤旋轉90°,刻線粗定位,將1# 連桿軸頸轉到水平位置,然后用指示表按尺寸B( 尺寸B 應等于圓弧軸瓦中心到基準面的距離加上連桿軸頸的半徑) 校正并夾緊。
3.2 相位角的定位誤差分析計算
軸瓦的定位面直徑為![]() ,主軸頸的定位面直徑為
,主軸頸的定位面直徑為![]() ,主軸頸的基準位移誤差ΔY等于主軸頸軸心線在軸瓦中的最大變動量,即:
,主軸頸的基準位移誤差ΔY等于主軸頸軸心線在軸瓦中的最大變動量,即:
ΔY = ( 0.014 + 0.014) /2 = 0.014mm
又由于相位角的設計基準是連桿軸頸的中心線,而校正基準是連桿軸頸的母線,所以基準不重合誤差為連桿軸頸半徑的公差,即:
ΔB = 0.010/2 = 0.005mm
所以相位角加工的定位誤差α 為:
α = arctan[( 0.005 + .0.014) /50]= 2'35″
通過計算,分度定位誤差只有2'35″,遠遠小于曲軸分度精度( ±12') 的三分之一,滿足加工要求。
4 基于行為建模技術的平衡塊設計
磨連桿軸頸時,由工件、夾具構成的工藝系統是和機床主軸一起轉動的,如果系統不平衡,就會在加工過程中引起振動,使連桿軸頸,特別是R 圓角處產生振紋,影響曲軸的使用壽命甚至出現廢品。由于連桿軸頸夾具質量大、結構復雜,一般是安裝在磨床上,根據經驗調整平衡塊。這種方法平衡精度低,不能滿足精密曲軸加工的要求。
利用行為建模技術可以簡化設計流程,降低成本,提高平衡精度。
行為建模中的最優化設計分析可以解決在滿足某一設計目標和設計約束的情況下,如何找出設計變量的最佳解。在如圖3 所示的夾具中,以圓弧定位軸瓦的中心線和夾具回轉中心線的距離h 為設計目標,以平衡塊的尺寸作為設計變量,以平衡塊重心到夾具回轉中心的距離m 為設計約束,然后利用行為建模技術中的最優化模塊進行優化計算,從而找到一組最佳解。
5 結語
本文研究了用普通曲軸磨床磨削精密曲軸的連桿軸頸技術,特別是利用行為建模技術對夾具在回轉過程的平衡做了優化設計計算,提高了連桿軸頸的磨削精度和表面質量,減少了廢品率,降低了成本。
從用戶反饋的統計數據看,曲軸連桿軸頸處的破壞明顯減少,為企業取得了經濟效益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








