

汽車行業中發動機曲軸,凸輪軸類零件的磨削是重要工藝,汽車業的飛速發展對曲軸類零件的磨削加工也提出更高生產效率的要求,磨削速度亦隨之越來越高,隨之帶來一系列磨削燒傷及應力產生等問題,現就這些磨削質量與技術問題進行探討。
關于高速磨削燒傷及其應力問題
軸類零件磨削燒傷一般可分為兩類,一是表面明顯過熱燒傷,肉眼可見,此時,零件加工表面工作硬度已喪失,應力高度集中,屬報廢情況;另一類是肉眼不可見的表面磨削燒傷,使零件表面工作硬度有所下降,由于切削功率熱效應,使金屬材料在一定深度的金相組織發生變化,由溫度變化梯度產生了相應層面的熱變形應力。此時零件如在短期中使用無大影響,但工作壽命不長,在今后發動機長期工作中,應力會逐步釋放而影響發動機工作,二加工應力產生除燒傷引起外,還可由切削擠壓產生的擠壓應力引起。由磨削機理可知,軸類零件表面在經過高速磨削時,微觀表面可看作工件表面某質點在受到擠壓尚未彈性恢復時又再受到擠壓,從而部分失去材料的彈性變形,這些情況是在砂輪主軸由滾動軸承支承下磨削產生的,即整個磨削在砂輪與零件、主軸與軸承之間完全剛性接觸中完成的。實際上,滾動軸承支承砂輪主軸在磨削中會有振動及較大噪聲,這樣零件被磨削,表面會額外產生振紋,并影響工件表面光潔度的提高。而靜壓軸承支承的砂輪主軸,在磨削時軸承與主軸是柔性接觸,不會出現剛性接觸中的那種振動。
新型超音速磨削動靜壓軸承技術
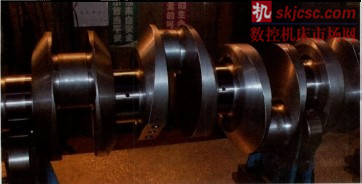
筆者長期研制高速、高精度,高承載力的動靜壓軸承,較典型的是具有專利技術的GL-01型(如圖1所示)和GL-02型(如圖2所示)。
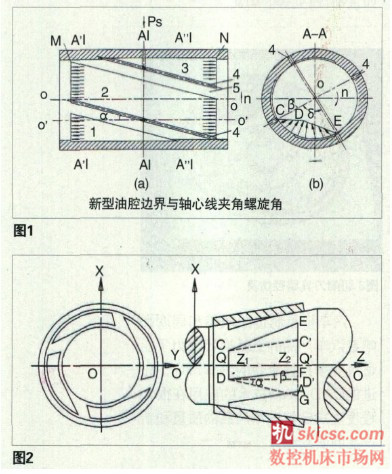
新型靜壓軸承均能達到超音速磨削主軸轉速120000r/min以上,主軸直徑為![]() 無密封環。這里對GL-02型軸承進行簡單介紹,這是一種內錐螺旋油腔的軸承系統,省去了傳統的平面止推軸承,也沒有密封圈。主軸大端
無密封環。這里對GL-02型軸承進行簡單介紹,這是一種內錐螺旋油腔的軸承系統,省去了傳統的平面止推軸承,也沒有密封圈。主軸大端![]() 120mm,使用CBN砂輪,砂輪直徑
120mm,使用CBN砂輪,砂輪直徑![]() 500mm,主軸轉速12000r/min,砂輪線速度370m/s,超出音速。
500mm,主軸轉速12000r/min,砂輪線速度370m/s,超出音速。
1.這里CDEF是實際圓錐面螺旋油腔,虛線部分CDGC’ 是假想圓錐面油腔,DD’與軸心線QQ’平行,DG與DD’夾角為圓錐半角![]() ,DF與DD’ 夾角為螺旋角
,DF與DD’ 夾角為螺旋角![]() ,FA為徑向封油面。假想DD’為主軸某一切面線,沿n方向旋轉,從油腔A點依次轉過
,FA為徑向封油面。假想DD’為主軸某一切面線,沿n方向旋轉,從油腔A點依次轉過![]() 等,顯然當主軸任一切面線一部分進入某油腔時,該切面線的另一部分正在逐步移出上個油腔,這就是螺旋油腔。由于螺旋油腔軸承受載荷是均衡無方向性的,主軸旋轉將是極其平穩的。主軸運轉速度在相當大的范圍內不受任何限制。
等,顯然當主軸任一切面線一部分進入某油腔時,該切面線的另一部分正在逐步移出上個油腔,這就是螺旋油腔。由于螺旋油腔軸承受載荷是均衡無方向性的,主軸旋轉將是極其平穩的。主軸運轉速度在相當大的范圍內不受任何限制。
2. 由于是圓錐軸承,油膜對主軸表面的法向反力分解成徑向分力![]() 和軸向分力
和軸向分力![]() ;軸向分力的存在使軸承系統中不需平面止推軸承的介入(當然圓錐軸承需成對使用),結構簡單。更重要的是圓錐軸承是天然的無需軸頸密封環封油的軸承系統。無論主軸處于靜止或低速或高速旋轉狀態都無需密封環。可作如下證明:設油液從Z軸正向流出軸承時,在Z軸任意取二截面Z1、Z2,并在Z1、Z2處取二小區域
;軸向分力的存在使軸承系統中不需平面止推軸承的介入(當然圓錐軸承需成對使用),結構簡單。更重要的是圓錐軸承是天然的無需軸頸密封環封油的軸承系統。無論主軸處于靜止或低速或高速旋轉狀態都無需密封環。可作如下證明:設油液從Z軸正向流出軸承時,在Z軸任意取二截面Z1、Z2,并在Z1、Z2處取二小區域![]() ,分別求出Z1截面Z2截面的容積
,分別求出Z1截面Z2截面的容積![]() 。
。
![]()
![]()
當油液從Z1區域流向Z2區域時,由于不能填滿Z2區域的容積,需從Z1區域再補充一部分油液作增量![]() ,這樣一次類推,當油液從Z軸正向流出,油液將連續增量,即有一加速度,方向指向Z軸方向,使油液迅速流出Z軸正向(實踐由液體成噴射狀流出軸承,而不是傳統圓柱軸承那樣“從容”地流出)。油液不可能逆加速度方向由Z軸負向流出軸承。所以這是無需密封環的靜壓軸承系統。對于傳統的靜壓軸承系統,單只軸承有壓力反饋,而前后軸相互間無反饋,即單只軸承徑向剛度基本決定了整個軸承系統徑向剛度,而新型軸承為圓錐孔,單只軸承無剛度,需成對使用,即二只軸承共同組成了軸承系統剛度,顯然錐度孔軸承系統剛度,要遠大于傳統的圓柱孔軸承系統剛度。且由于是螺旋油腔,其主軸在工作旋轉中,整體無壓力極值變化,故工作穩定。
,這樣一次類推,當油液從Z軸正向流出,油液將連續增量,即有一加速度,方向指向Z軸方向,使油液迅速流出Z軸正向(實踐由液體成噴射狀流出軸承,而不是傳統圓柱軸承那樣“從容”地流出)。油液不可能逆加速度方向由Z軸負向流出軸承。所以這是無需密封環的靜壓軸承系統。對于傳統的靜壓軸承系統,單只軸承有壓力反饋,而前后軸相互間無反饋,即單只軸承徑向剛度基本決定了整個軸承系統徑向剛度,而新型軸承為圓錐孔,單只軸承無剛度,需成對使用,即二只軸承共同組成了軸承系統剛度,顯然錐度孔軸承系統剛度,要遠大于傳統的圓柱孔軸承系統剛度。且由于是螺旋油腔,其主軸在工作旋轉中,整體無壓力極值變化,故工作穩定。
筆者在實踐中看到,滾動軸承支撐主軸,在高速旋轉時的振動要比相同條件下低速旋轉時振動小的多。而動靜壓軸承高速與低速旋轉時,其振動無變化。且高速滾動軸承的有效工作壽命較短,一般僅幾個月就需要更換軸承,而動靜壓軸承正常使用下,工作壽命長達數十年之久。對造價來說,單套滾動軸承要比滑動軸承價格便宜,但考慮其工作壽命來說,兩三年的消耗量就使滾動軸承的成本高于滑動軸承,且經常更換軸承影響主軸工作精度。另外在大曲軸粗磨狀況下,用新型軸承磨削,生產效率提高了25%(不包括輔助工作時間的節省)。
關于活塞環端面新型磨削技術
眾所周知,活塞環發動機中一個重要的零件,雖然件小,但技術要求頻高,不但要求行位精度高,表面硬度、光潔度、應力集中等問題也很嚴峻。和軸類零件磨削加工有所不同的是,活塞環端面磨削均為滾動軸承支撐的砂輪。工件、砂輪、主軸、軸承等完全是剛性接觸。這是因為傳統的靜壓軸承其軸向力是靠環狀止推靜壓槽油腔產生。這個軸向力是較小的,無法承受活塞環端面的磨削力。而GL新型軸承是錐度軸承,在工作中無論是磨削零件外圓或是端面,均是由軸承錐度面承載,這個磨削力是巨大的,足以搞笑的磨削零件的端面,且是柔性接觸,這對活塞環表面質量提高有很大改善。本公司在711所的新中廠試磨大曲軸磨床法蘭時,用![]() 1450mm直徑的砂輪,磨
1450mm直徑的砂輪,磨![]() 800mm的大法蘭,磨削狀況良好。另外活塞環端面磨床砂輪主軸,雖然是中低速工作,但卻經常更換主軸軸承,由于其特殊工作狀況所定,每次更換軸承都很困難,而采用新型錐度靜壓軸承可避免上述情況。
800mm的大法蘭,磨削狀況良好。另外活塞環端面磨床砂輪主軸,雖然是中低速工作,但卻經常更換主軸軸承,由于其特殊工作狀況所定,每次更換軸承都很困難,而采用新型錐度靜壓軸承可避免上述情況。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








