
曲軸被稱為發(fā)動機的心臟,具有結(jié)構(gòu)復雜、剛性差、加工表面多、技術(shù)要求高等特點,其加工工序也是復雜繁多且精度要求都比較高。在曲軸加工過程中,中心孔是不可缺少的一種工藝孔,在軸類零件加工過程中起到定位的作用。曲軸的中心孔是曲軸大部分加工工序和部分工序檢測的定位基準(車(銑)序、磨序等)。按中心孔的位置區(qū)分可以分為:質(zhì)量中心孔和幾何中心孔兩種。
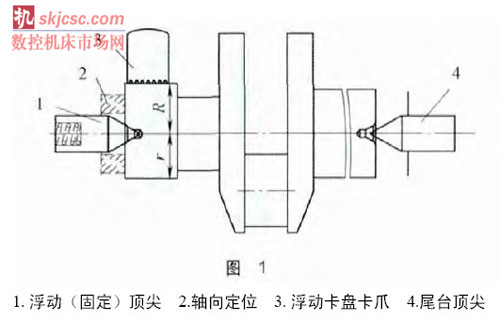
本文主要介紹根據(jù)曲軸中心孔的形式,來確定在曲軸加工工序中的主軸頸車序時的夾持和定位基準的選擇。在主軸頸車序中主要是以打好的質(zhì)量中心孔為基準,曲軸打質(zhì)量中心孔時,卡盤夾持外圓進行加工。此時卡盤需要用浮動卡盤夾持外圓,內(nèi)置固定頂尖或者彈性頂尖頂緊曲軸的中心孔定位,用頂尖或者端面定位塊來做軸向尺寸加工定位基準。根據(jù)毛坯的圓度來選擇適當浮動量的浮動卡盤,避免浮動量不夠?qū)е聤A不緊。由于中心孔定位需要卡盤服從中心孔,當浮動卡盤卡爪接觸到夾持表面時就停止運動等待其他卡爪也接觸到夾持表面后再夾緊。浮動卡盤內(nèi)置的頂尖有彈性頂尖和固定頂尖兩種,由于彈性頂尖軸向在一定范圍內(nèi)可以移動,因此軸向定位需要有軸向定位塊,如果采用固定頂尖則不需要軸向定位塊,靠頂尖和中心孔接觸部分做軸向定位,但是軸向尺寸需要靠中心孔深淺一致性來保證(見圖1)。
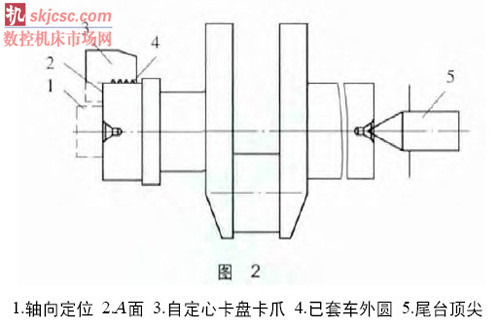
曲軸打幾何中心孔時:按照現(xiàn)在國內(nèi)成熟通用的曲軸加工工藝打幾何中心孔時端面和外圓都在一起加工,也就是全在銑端面打中心孔套車外圓機床上進行。在主軸頸車序用卡盤夾持套車過的軸頸外圓定位,此時應該用自定心卡盤,用卡爪端面或者端面定位塊來做軸向尺寸加工基準(見圖3)。自定心卡盤的卡爪基本上都是根據(jù)具體夾持外圓尺寸來自車,使與被夾持的外圓接觸更好,有利于夾緊工件。軸向定位也有用軸向定位塊和卡爪自車出來的臺階(A面)兩種。如采用A面定位則取消軸向定位塊,反之則取消A面
各個曲軸加工廠家根據(jù)毛坯余量或者現(xiàn)有設(shè)備狀況,來選擇打什么樣的中心孔,確定中心孔后可根據(jù)上述方式來選擇車序的夾持和定位方式。目前我公司在給國內(nèi)主要曲軸加工廠家配套的主軸頸車床上均采用上述兩種方式。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








