
該機(jī)床主要運(yùn)用了UG 軟件的強(qiáng)大仿真功能實(shí)現(xiàn)了凸輪曲線的擬合,通過C + + 匯編語言編譯,設(shè)計(jì)生成了磨削參數(shù)設(shè)定對(duì)話框,作為UG 軟件的一個(gè)插件,機(jī)床只需設(shè)定磨削參數(shù)便可生成機(jī)床數(shù)控系統(tǒng)能識(shí)別的加工語句。下面從凸輪加工的整個(gè)過程講述這種磨削方法的應(yīng)用。
1 凸輪輪廓曲線參數(shù)的采集及擬合
凸輪輪廓曲線參數(shù)是通過三坐標(biāo)采集一組( X,Y,Z) 三維坐標(biāo)數(shù)據(jù),采集時(shí)必須以凸輪基準(zhǔn)孔Φ K 圓心為零位,量銷子孔Φ L 中心連線為起始點(diǎn)開始采集( 如圖1) ,采集導(dǎo)出的數(shù)據(jù)應(yīng)為( X,Y) 的二維坐標(biāo)形式,修改形成dat 文件,通過UG 插件導(dǎo)入數(shù)據(jù)擬合形成凸輪曲線。
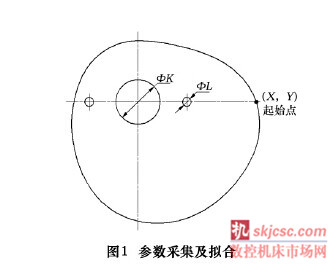
擬合時(shí)應(yīng)根據(jù)加工要求選用合適的擬合誤差,過大的擬合誤差將影響凸輪的加工精度; 過小的擬合誤差會(huì)延長擬合時(shí)間,影響加工效率,故擬合曲線是要使用有很強(qiáng)運(yùn)算能力的計(jì)算機(jī)或服務(wù)器。采集坐標(biāo)時(shí)可選擇性地調(diào)節(jié)點(diǎn)陣的疏密程度,曲率變化較大的曲線段應(yīng)采集較密的點(diǎn)陣,反之采集較疏的點(diǎn)陣。
2 加工參數(shù)設(shè)定及程序生成
該加工方法的參數(shù)設(shè)定是通過可視化的對(duì)話框來完成,操作簡便、直觀,可根據(jù)磨削要求選擇粗磨、半精磨、精磨及抖動(dòng)磨削,設(shè)定完成后選擇要加工的已擬合完成的曲線即可生成加工程序,通過運(yùn)算將以( X,β)的形式輸出。這里的X 坐標(biāo)為砂輪軸相對(duì)工件坐標(biāo)系的坐標(biāo),β 為曲線上各點(diǎn)的極坐標(biāo)( 如圖2) 。

工件的安裝及加工
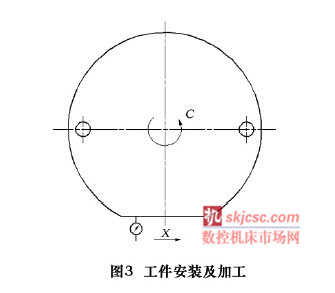
工件采用的是“一面兩孔”的安裝方式,即以凸輪一個(gè)面為定位面,兩銷子孔為定位孔,校正中間圓孔,銷子孔和中間孔的位置精度需在前一道工序中保證,校正誤差基本在0. 003 mm 以內(nèi); 固定指示器,使測(cè)頭觸及工裝前側(cè)基準(zhǔn)平面,移動(dòng)X 軸,并旋轉(zhuǎn)工作臺(tái),調(diào)整指示器讀數(shù)的最大變化值在0. 003 mm 以內(nèi),即設(shè)定該位置為工作臺(tái)零位,該位置為凸輪加工的起始位置( 如圖3) 。工裝及工件的固定采用電永磁吸盤夾緊。
該機(jī)床的加工為勻線速加工,機(jī)床示意圖如圖4所示,加工時(shí)為橫向進(jìn)給X 軸和工作臺(tái)回轉(zhuǎn)C 軸聯(lián)動(dòng),當(dāng)曲線瞬間曲率變化很大時(shí),對(duì)兩軸的響應(yīng)時(shí)間有較高的要求,故機(jī)床加工前調(diào)試對(duì)X 和C 軸的電動(dòng)機(jī)特性參數(shù)做了優(yōu)化,兩軸采用的均為西門子電動(dòng)機(jī),這一做法將很大程度上提高凸輪的加工精度。另外,加工前需檢查當(dāng)曲線有內(nèi)包絡(luò)的時(shí)候,砂輪半徑的選擇應(yīng)小于那段的最小曲率半徑,以防止加工時(shí)發(fā)生干涉。當(dāng)曲線均為外包絡(luò)時(shí),砂輪半徑應(yīng)選擇盡量大些,以提高加工效率。該機(jī)床還增加了抖動(dòng)磨削功能,用戶可在生成程序時(shí)選擇性增加,抖動(dòng)磨削可提高工件的表面質(zhì)量。

4 結(jié)語
本文以上所描述的這種新型的平面凸輪的加工方法已完成了在機(jī)床產(chǎn)品上的應(yīng)用,具備了高精度、高效率、低成本的特點(diǎn)。經(jīng)過應(yīng)用該機(jī)床磨削凸輪輪廓度能達(dá)到0. 02 mm,遠(yuǎn)遠(yuǎn)高于用戶采用坐標(biāo)磨床磨的0. 05 mm 的結(jié)果,加工效率為一天2 ~ 3 件,同樣比起用戶原先的1 件/天提高了2 倍有余; 該機(jī)床的結(jié)構(gòu)較為緊湊,工作臺(tái)采用伺服電動(dòng)機(jī)通過蝸輪蝸桿減速器驅(qū)動(dòng),橫向與垂直進(jìn)給采用伺服電動(dòng)機(jī)經(jīng)滾珠絲杠驅(qū)動(dòng),機(jī)床較進(jìn)口坐標(biāo)磨床有很大的經(jīng)濟(jì)性,故該機(jī)床在印刷機(jī)械行業(yè)推廣將有很好的經(jīng)濟(jì)效益。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








