
1 引言
磨加工主動測量技術有效地解決了傳統磨削加工存在產品一致性較差、質量不穩定、加工效率低的問題[1-3]。磨加工主動測量儀是一種在線測量零件并能控制磨削進程的設備,廣泛應用于自動、半自動磨床。在磨削工作過程中主動測量儀始終進行在線零件尺寸測量,并將其尺寸變化量隨時傳遞給控制器,再由控制設備發出信號控制磨床的動作,實現工件的自動磨削。磨加工在線測量控制過程,如圖1 所示[4]。
磨削加工的對象大多為連續表面特征的回轉類型零件,但也常會遇到具有斷續表面特征的零件,比如:花鍵、齒輪、帶鍵(輪轂)槽的軸(孔)等,對這類零件進行在線磨加工過程中,當遇到凹槽部位時,測量裝置的測頭進出凹槽時測得尺寸會發生突變,測量值的突變一方面會影響主動測量儀的測量精度,另一方面會引起主動測量儀的誤判,導致磨削加工過程的中斷。
現有磨加工主動測量儀對于測量斷續表面零件的處理方法。
多采用硬件電路處理方式,需要操作人員手工設置。由于實際加工零件表面特征的復雜性和多樣性,其功能實現受到了限制。因此,有必要研究斷續表面測量的實時數據軟件處理的方法,在保證測量的精度和效率的基礎上,提高測量的靈活性和可操作性。

為實現具有斷續特征零件的在線連續測量,根據不同的零件斷續特征表面、加工條件、觸發控制方式等情況,提出了斷續修正法和同期特征補償法兩種方法。通過兩種方法的選擇和參數設定進行測量數據的自動處理,在斷續測量階段,舍棄無效的測量信息,自動完成補償或修正,從而實現具有斷續表面特征零件磨削加工中的在線測量。可有效提高磨床對特殊幾何特征零件加工的柔性、適應性,并能保證磨削加工中在線測量的準確性和可靠性。
2 磨加工主動測量技術
主動測量是加工過程中的一種自動測量,也稱在線測量。主動測量分為加工中主動測量和加工后主動測量兩種。前者是指在加工的同時測量工件的尺寸等,并立即按測量所得信息調整加工條件,以保證不斷加工出合格工件;加工后主動測量是指緊接在加工工序完畢后,在(或不在)加工設備上全部或抽樣測量有關幾何參數,并立即按測量所得信息調整加工條件,以不斷加工出合格工件。
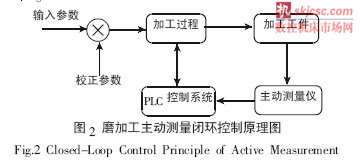
磨加工主動測量儀主要包括測量裝置、控制器和驅動裝置。主動測量儀對磨削過程進行主動實時測量,其采用的是比較式的測量監控方法。在磨削加工過程中,測量裝置始終監測著工件的尺寸變化,并實時將數據傳遞給量儀[7-8]。控制器將根據操作人員設定的信號點值和工件實際尺寸值實時判斷加工狀況,當實際尺寸值和給定的信號點值相符時,測量控制器就會發出信號給機床PLC 控制系統,機床隨即進行相應的動作,如改變砂輪轉速和進給速度等,從而改變加工狀態,形成完整的閉環控制,如圖2 所示。機床進給速度在不同階段的優化,使加工的表面質量、緊密的尺寸控制及加工循環時間達到最佳效果。
3 斷續表面在線測量方法

針對磨削具有斷續表面特征的零件過程中,測量裝置測量值的突變會影響主動測量儀的測量精度,引起控制儀的動作誤判等問題,提出具有斷續表面的回轉類零件磨削加工中的在線測量方法。在磨削加工中,控制程序調用相應的參數,當測量裝置測頭進出零件表面凹槽時,對突變的測量值進行相應的數據修正及補償處理,處理方法可根據零件幾何特征及功能要求選擇斷續修正法和同期特征補償法,從而實現在斷續表面零件加工中測量的連續性。在線測量數據處理流程,如圖3 所示。
3.1 斷續修正法
斷續修正法為根據每一個采樣周期后零件尺寸的磨削變化量均等,將零件尺寸變化量與理論切削量進行對比,當測量裝置測頭進出鍵槽引起尺寸突變時,將該尺寸變化量直接修正為理論尺寸變化量輸出。當測頭進出凹槽時,零件尺寸發生快速變化,凹槽內部的測量數據均為無效數據,對測量結果的計算無任何意義,如圖4 所示。正常的磨加工在線測量(以測量外徑為例)時其尺寸變化線應呈線性遞減變化,因此,可以通過差值補償的方法將凹槽中的尺寸變化值修正為正常加工零件的尺寸變化值,如圖5 所示。

在線測量過程中,一般測量裝置連續采集n 次數據并進行平均濾波后,作為一次測量結果輸出,設定采集n 次數據所需時間tv為一個采樣周期。在磨削加工狀態及條件不變的情況下,一個采樣周期工件尺寸變化值應為Δd,對應測量裝置電壓值變化為Δuv,即在經過每一個采樣周期后,零件尺寸的變化量相等。測量裝置測得的電壓變化線的斜率為


3.2 同期特征補償法
同期特征補償法根據觸發方式不同可分為:內部同期、自動同期、外部同期三種模式。同時,根據功能要求的不同,每種模式下可選擇三種數據輸出類型:最大值輸出、最小值輸出和P-P 值輸出,其中最大值輸出為同期內的最大值,一般用于外徑測量;最小值輸出為同期的最小值,一般用于內徑測量;P-P 值輸出為輸出同期內最大值和最小值之間的差值,一般用于機后檢驗工件的形狀誤差。
設判斷觸發方式控制變量為Pfun_choice,若Pfun_choice=1, 則為內部同期; 若Pfun_choice =2, 則為自動同期;若Pfun_choice=3,則為外部同期。當操作者選擇內部同期時需要設定觸發時間Tri_time;選擇自動同期時需要給定觸發尺寸值tri_value;選擇外部同期時,觸發脈沖序列由磨床控制系統發出;數據輸出類型控制變量為Pvalue_choice。
(1)內部同期。當采用內部同期時,根據觸發時間Tri-time的設定,要求觸發時間大于測頭進出凹槽所用時間。如圖6 所示。在該觸發時間段內進行測量數據的對比,搜索測量數據的特征值,由功能要求選擇特征值之一進行補償替代作為測量結果輸出。當Pvalue_choice=1 時,輸出特征值最大值;當Pvalue_choice=2 時,輸出特征值最小值,當Pvalue_choice=3,用于檢驗工件的形狀誤差輸出特征值的P-P 值;觸發周期的過程控制由觸發時間Tri_time 每次減少一個采樣周期實現。

(2)自動同期。當采用自動同期時,設定觸發尺寸,將當前的測得尺寸值adinput 和觸發尺寸tri_value 進行比較,當adinput>tri_value 時,在該期間對比搜索特征值,并根據功能要求選擇Pvalue_choice 值進行測量結果輸出。當adinput≤tri_value 時,觸發采集復位,重新開始搜索測量數據的新特征值,但此時輸出的為采集復位前的值。觸發尺寸值一般設定為-50μm,自動同期中凹槽的位置應作為一個復位點,達到復位點,將特征值清零,重新開始搜索特征值,如圖7 所示。該觸發方式更適合于凹槽數較多的零件。

(3)外部同期。當采用外部同期時,接收外部機床觸發脈沖信號,如圖8 所示。兩個觸發脈沖上升沿之間的間隔為脈沖觸發周期T,在該周期內則進行測量數據的對比,搜索特征值,并根據Pvalue_choice 值的設定在第二個脈沖上升沿處進行相應特征值的輸出,否則,不進行任何操作,如此反復循環執行。

4 斷續表面測量實驗與分析
在磨加工主動測量儀軟件系統二次開發的基礎上,對具有斷續表面的零件進行了測量實驗。實驗裝置如圖9 所示。針對該待加工工件凹槽具有周期性分布的特點,在主動測量儀的設置界面中選擇同期特征補償法。狀態參數及信號控制點設定,如表1 所示。

根據各個磨削階段(包括粗磨、半精磨、精磨、光磨、到尺寸)狀態參數及特征參數的設定,在實際零件自動磨削過程中,主動測量儀記錄了各個階段的零件尺寸變化的曲線圖,如圖10 所示。可見,加工狀態曲線光順,并能夠真實反應出不同的磨削狀態,所以采用文中提出的方法對具有斷續表面特征零件的在線測量是可行、有效的。通過進一步對具有其它斷續特征的零件分別應用斷續修正法或同期特征補償法進行在線測量,實驗結果均證明了提出方法的正確性。

5 結論
通過在磨削加工前根據回轉類零件具有斷續表面特征及磨削加工狀態設定相應的參數,并將參數保存在數據庫中,當測量裝置的測頭進出零件表面凹槽時,可根據待加工的回轉類零件上的凹槽是否是周期性分布在零件的周面上而選擇斷續修正法和同期特征補償法,對突變的測量尺寸值進行自動的數據修正及補償處理,從而實現在磨削具有斷續表面特征零件的過程中,避免了測量控制儀的動作誤判及磨加工中斷等問題。研究成果提高了磨床對特殊幾何特征零件加工的適應性和靈活性,對完善磨加工主動測量儀的功能提供了技術支持。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








