
0 引言
切削加工就是通過刀具的剪切擠壓, 使工件產生彈性變形、塑性變形,最終撕裂形成切屑,形成工件上已加工表面的過程。是一個復雜的物理化學過程。以往通常用側面方格變形觀察、光彈、光塑性試驗和掃描電鏡、顯微觀察等方法進行研究,但這些方法不是由于技術復雜就是由于費用昂貴,實驗周期長、人力物力消耗大、綜合成本很高。隨著計算機技術的不斷發展,幾何建模和計算的能力越來越強,使得大型商業有限元的功能也越來越強大, 仿真結果也越來越接近實際加工情況,其在切削加工中的應用越來越廣泛。運用有限元分析切削加工過程,成本較低,使用方便,操作時間短,實驗結果豐富:如切削溫度、切削力、應變率、應變和應力等。
1 模型的建立
采用Marc 建立金屬直角車削的仿真模型。
(1)在Marc 中建立刀具和測試樣品的實體模型, 工件材料采用45 鋼, 其在模型中假定為長方體,采用金剛石車刀進行仿真,其硬度遠超過工件,所以將其定位為剛體,設定其刃口半徑為0.11 μm。刀具的后角固定,在仿真過程中根據需要采用不同前角。為保證足夠的切削長度,工件長度應大于切削深度的10 倍,這樣可以使切削持續到穩定狀態,如圖1 所示;
(2)在特性模塊中定義樣品的材料屬性,假定試件為VonMises 屈服各向同性彈塑性材料,材料特性以實際實驗中所獲取數據輸入;
(3)在網格模塊中采用4 節點實體單元對其進行網格劃分并定義單元類型;
(4)在相互作用模塊中定義接觸相關的屬性:切削過程中的摩擦是剪切摩擦,為使在數值上具有連續性,Marc 中采用了一個修正的剪切摩擦模型

(5)仿真時對刀具和工件施加的邊界條件如下:工件固定,刀具沿X 軸方向進行運動,其他方向固定;
(6)其他條件不變,改變不同前角進行模擬仿真。
2 切屑與工件的分離準則
在金屬切削加工有限元仿真模擬技術中,切屑與工件如何分離是一個關鍵技術。目前主要有兩大類型:幾何準則和物理準則。
幾何準則的模型很簡單,它首先需要對加工路徑進行設定,然后通過在路徑上刀尖與刀尖前單元節點的距離變化來判斷分離與否,它是基于幾何形狀的變化,而非物理性質,而在實際切削加工中,切屑的形成主要是由物理量的變化引起的,這樣就與實際加工不符合,難以適應實際加工中不同的加工工藝以及不同的材料的變化要求。物理準則更接近實際加工情況, 它是基于刀尖前單元節點的應力、應變等物理量的變化來判斷分離的, 首先設定物理量的極限值,在仿真過程中,通過分析其是否超過極限值來判斷切屑分離與否, 其主要有等效塑性應變準則、基于應變能密度準則和斷裂應力準則。
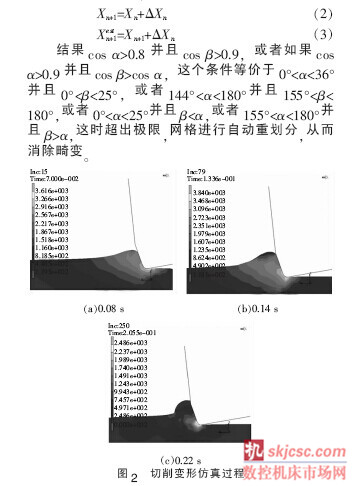
本文中采用等效塑性應變分離準則, 即Marc中的重劃分準則:在仿真過程中,劃分好的網格受到力的作用發生畸變, 系統對畸變程度進行分析,當其達到設定值時, 程序就會自動重劃分網格,也可以稱為單元畸變準則。這種分離準則對切屑分離時刃口半徑的影響也進行考慮,同時切屑的流向不需要設定,是由網格的自動劃分來實現的,其畸變過程如圖2 所示。如果Xn是開始步的坐標系,ΔXn是增量過程的位移,其有以下關系:
3 有限元仿真結果
切削過程的有限元仿真功能強大, 它能夠反映出很多結果,例如:應力和應變在切削過程中的變化、切削變形的過程,切削溫度的變化、已加工表面的殘余應力。下面列舉幾個仿真的分析結果供參考。
圖2 顯示了切屑的形成過程和等效應力分布。從仿真中可以看出切屑的形成過程: 彈性變形-塑性變形-刀尖處的切屑開始堆積-形成切屑-形成穩定的連續切屑。
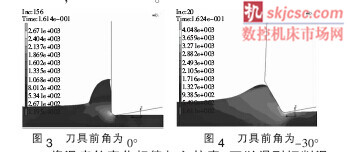
圖3 為仿真出來的應力云圖,可以看出:切削變形有3 個變形區,分為第1 變形區、第2 變形區和第3 變形區, 其中變形應力在第1 變形區時最大, 并且可以發現在刀尖附近的變形應力集中,這與切削加工原理一致。
圖3 與圖4 為不同前角在同樣狀態下的等效應力云圖,由圖可知,切削力與前角有著緊密的關系:負前角越大,切削力明顯增大,這是由于負前角越大,靜壓力面積越大,刀具越不鋒利;同樣可知:切屑的形成也與前角有關,負前角變大,這時剪切角越小,切屑分離越難。
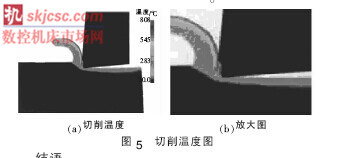
將溫度的變化規律加入仿真,可以得到切削溫度的變化規律如圖5 所示。圖5(a)為用云圖的形式顯示的切削溫度圖,圖5(b)為其局部放大圖,由圖可知:切削時最高溫度在刀尖附近,但并不在刀尖,同時切屑上的溫度較高, 而刀具前刀面的溫度較低,這是由于切屑發生了大部分的切削變形,而且切屑還與前刀面發生了滑動摩擦.
4 結語
討論了切削加工的仿真過程,并對相關結果進行了分析。通過分析發現切削加工的仿真結果與切削原理具有較高的吻合性,這說明有限元仿真具有較高的可靠性,對其進行研究是很有必要的,這也是今后切削加工的研究方向之一。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








