
1 引言
隨著現(xiàn)代機械加工技術(shù)的快速發(fā)展,數(shù)控機床已越來越顯示其優(yōu)越的性能。尤其是五軸加工中心的應(yīng)用,大大提高了機床的加工效率。數(shù)控機床上加工的每一個工件加工質(zhì)量很大程度上都依賴于數(shù)控機床自身性能及精度,因此在加工精度較高的工件之前,有必要對機床的精度進行檢測與校驗[1-2],以確保工件的加工質(zhì)量。
2 五軸加工中心精度檢測的必要性
近年來,高速鐵路保持著較快速度的發(fā)展,高速動車組的需求量也較大,公司先后從歐洲引進了十多臺大型五軸龍門加工中心,以保證高速動車組車體、側(cè)墻、車頂、底架、端墻等大部件的批量化加工,這些加工設(shè)備大多為工作臺長為60M 的大型五軸龍門加工中心,其結(jié)構(gòu)性能復(fù)雜,價格昂貴,技術(shù)先進,采用雙工位加工,生產(chǎn)效率高。其檢測、維護保養(yǎng)的項目也較多,機床的可靠性與精度診斷的問題較為突出,曾出現(xiàn)過由于機床A 軸軸偏致使加工后的大部件過切而報廢的情況,造成較大的經(jīng)濟損失,因此非常有必要在加工前對機床的精度進行檢測,以確保機床各軸位置精度。一般而言,大型數(shù)控加工中心都是解體以后發(fā)運給用戶安裝,在現(xiàn)場調(diào)試后符合其技術(shù)指標,通過DIN-NAS 試件測量標準以后方可認為該機床達到加工精度要求。之前,公司在批量化加工過程中只對機床進行了日常的維護保養(yǎng),未注意到機床的位置精度檢測,出現(xiàn)A 軸軸偏以后才將機床位置精度檢測納入日常檢測范圍之內(nèi),規(guī)定投入生產(chǎn)的加工中心在使用一定周期以后必須進行一次位置精度的檢測,確保機床位置精度可靠,避免因機床定位精度問題而導(dǎo)致加工出不合格品。
3 五軸加工中心在機精度的檢驗
數(shù)控機床常見精度要求包括機床的幾何精度及位置精度[3-5],著重研究位置精度的檢測方法。數(shù)控機床的位置精度包括定位精度、重復(fù)定位精度等。定位精度是指實際位置與指令位置的一致性。定位精度的差距是檢測設(shè)備伺服系統(tǒng)、檢測系統(tǒng)及移動部件(如導(dǎo)軌、絲杠集合誤差)的綜合反映,其數(shù)值可判斷設(shè)備本身的精度。重復(fù)定位精度是指條件相同進行若干次操作所得到精度的一致程度。受伺服系統(tǒng)特性、傳動鏈變形、剛性變化以及摩擦引起的熱變形等原因的影響,數(shù)控機床的重復(fù)定位精度直接影響工件的加工精度及一致性,因而是檢驗機床精度的兩個重要指標。
位置精度傳統(tǒng)采用金屬線紋尺或步距規(guī)、電子測微計、準直儀等方法進行檢測[5]。
對精度要求較高的大型數(shù)控加工中心來說,均采用較高精度的激光干涉儀、球桿儀[6]。
在國際標準中,激光干涉儀是唯一公認的進行數(shù)控機床精度鑒定的儀器,可對機床的幾何精度進行高精度的檢測。
4 五軸加工中心在機檢測與校驗方法
在完成機床的安裝調(diào)試以后,通常從以下幾個方面對加工中心進行精度檢測,包括:工作臺精度、主軸精度、各坐標運動的直線度、垂直度精度及線性軸線位置定位精度。影響數(shù)控機床的定位精度的因素是多方面的,機床導(dǎo)軌直線度誤差是導(dǎo)致定位精度偏差的最主要因素[7],這就要求我們根據(jù)實際使用情況以及具體生產(chǎn)環(huán)境進行綜合分析,以便從根本上保證數(shù)控機床定位精度的實現(xiàn),從而使數(shù)控機床在企業(yè)生產(chǎn)過程中發(fā)揮應(yīng)有的作用。
現(xiàn)在的數(shù)控機床的誤差參數(shù)檢測方法,主要分兩大類:(1)單項誤差參數(shù)直接測量法;(2)綜合誤差測量參數(shù)辨識法[8]。傳統(tǒng)的檢測方法效率低,精度不高,而且需要各種儀器設(shè)備,難以實現(xiàn)自動測量。在此討論一種五軸加工中心精度在機檢測與校驗的快速方法,以提高機床精度的檢測效率。
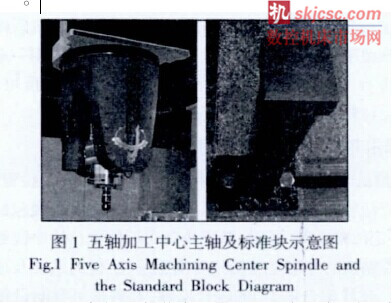
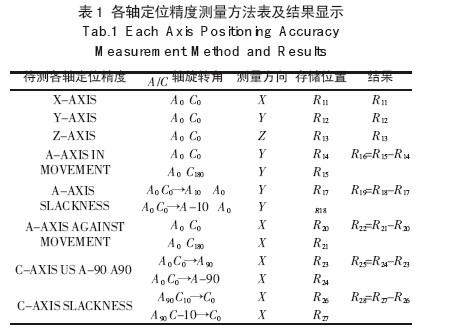
如圖1、表1 所示,利用雷尼紹測量系統(tǒng)的高精度特點,選用的是RMP60 雷尼紹接觸式探頭,該無線測量探頭帶有遠程信號傳輸在2.4GHZ 的頻率下工作對工件進行測量。在測量中只須很低的接觸力和很小的行程,便能獲得很高的精度。在機床工作臺導(dǎo)軌上安裝標準塊,通過高精度的測量系統(tǒng)對標準塊按照圖表1所示的測量位置分別進行測量,測量的各軸精度測量值存儲在R參數(shù)中,如表1 存放在(R11~R28)中,將結(jié)果與預(yù)設(shè)各軸精度設(shè)定參數(shù)(R61~R68)(程序中設(shè)定)進行比較,比較出來的值通過邏輯關(guān)系判斷,可通過西門子高級編程顯示功能MSG(“”)將所測結(jié)果顯示在操作顯示屏上,操作者只需在加工之前運行在機檢測與校驗程序即可,從而確定機床定位精度是否在工藝要求的公差范圍之內(nèi)。
通過運用上述方法,操作者只需按照預(yù)定程序運行,查看屏幕顯示的結(jié)果是否“OK”即可,簡單易懂,在十幾分鐘內(nèi)就能完成五軸加工中心定位精度、重復(fù)定位精度的精確檢測,給工件加工之前提供加工精度的安全保障,便于加工過程的執(zhí)行與機床的管理。
利用雷尼紹測量及840D 系統(tǒng)編程如下:(摘選)
EXTERN Cycle730 (VAR REAL [3],VAR REAL [3],VAR REAL,
VAR REAL,VAR REAL)
……
;----------------- 標準塊定義--------------
R80=115.063 ; LENGTH IN X
R81=114.937 ; LENGTH IN Y
R82=-10 ; MEASURE DEEP
;---------------------------------------------
R90=R80/2
R91=R81/2
R92=R90
R93=-R90
R94=R91
R95=-R91
;--------------- 定義各軸精度------------------
R61=0.15 ; +/- X-AXIS
R62=0.15 ; +/- Y-AXIS
R63=0.15 ; +/- Z-AXIS
R64=0.15 ; +/- A-AXIS IN MOVEMENT C0 C180
R65=0.07 ; +/- A-AXIS SLACKNESS
R66=0.15 ; +/- A-AXIS AGAINST MOVEMENT C0 C180
R67=0.2 ; +/- C-AXIS IN MOVEMENT A-90 A90
R68=0.07 ; +/- C-AXIS SLACKNESS
;------------ 定義編程坐標系-------------
$P_UIFR[1,X,TR]= ****
$P_UIFR[1,Y,TR]= ****
$P_UIFR[1,Z,TR]= ****
STOPRE
;------------ TOOLCHANGE ---------------
T14
M6
D1
……
;------------- X-AXIS -------------
G0 A0 C0
G0 X100 Y0
Setval[0] = SET(R92,0
,R82)
TcD[0] = SET(1,0
,0
)
Cycle730(Setval,TcD,StO,DeO,Rtp)
R11=R4
G0 Z300
……
;(依次對其余各軸的定位精度及重復(fù)定位精度進行測量)
AUSWERT:
;************* X-AXIS ************
IF ABS(R11)>R61
MSG("MEASURE X-AXIS IS NOT OK")
_ERROR=1
M0
ELSE
MSG("MEASURE X-AXIS IS OK")
M0
ENDIF
MSG("")
……
;(依次對其余軸的定位精度及重復(fù)定位精度進行判斷)
M17
5 檢測結(jié)果說明
因此,當(dāng)加工一件公差要求比較嚴格的工件時,使用雷尼紹球桿儀測量標準塊,能夠很高精度的獲得機床的定位精度及重復(fù)定位精度,從而決定機床是否可以正常加工工件,此種方法只需操作者運行預(yù)定程序即可,操作簡單,檢測效率高,檢測結(jié)果直接顯示在屏幕上,直觀易懂,能夠有效的避免非常昂貴的加工件變?yōu)閺U品的風(fēng)險,當(dāng)檢測結(jié)果顯示為“NOT OK”時,操作者只需通知工程技術(shù)人員解決相關(guān)問題即可。同時標準檢測塊制造費用低,安裝方便,該方法可為同行業(yè)提供較好的參考。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








