
我廠V法鑄件年產量10萬t以上,鑄造用模具均為木模,每年開發新產品約60余種。產品以平衡重類為主,鑄造用模具尺寸較大。引進了意大利paolinobacci公司生產的master546五軸聯動加工中心后,在模具制作過程中,通過Solidwords、CimatronE等軟件進行鑄造模具設計,應用CimatronE軟件進行編程,用加工中心進行模具加工,節省了大量的人力成本,降低了勞動強度,模具制作更精確、高效。
1 五軸聯動加工中心主要參數
加工中心機體為龍門式構造,工作臺尺寸為1600mm×1600mm,X、Y、Z行程為3000mm×2600mm×950mm、A 軸傾斜角度為±135°、C軸旋轉角度為±200°,具有一個可以安放16只刀具的圓盤轉塔式刀庫,全部自動換刀,主機采用FANUC伺服控制系統。
2 傳統木模制作工藝
傳統的木模制造方法,是根據零件的鑄造工藝圖紙,確定模型分類,模塊結構,手工繪制放樣圖,進行分塊制作、組配。其中,放樣是對零件二維圖紙尺寸的具體化,也是模塊制作標準。同時它也是模型設計制造的一個關鍵工序,對模具制作者技術水平要求較高。對于一些復雜的零件,在模具制造過程中,由于二維圖紙尺寸不完善以及模具制作者對圖紙的理解不透徹等問題,所制作的模具往往存在尺寸不精確等問題。這些問題多數只能在模型制造過程中逐步被驗證出,有些甚至等到鑄件制造出來后才能發現。這樣不僅增加了模具開發的工作量,耽誤了新產品開發進度,而且還存在模具精度偏低等問題。
3 加工中心應用流程
3.1 鑄造模具三維設計
V法平衡重類產品設計一般用三維CAD軟件進行。鑄造模具設計過程中,輸入客戶的產品三維圖至Solidwords軟件中,根據產品的鑄造工藝圖紙設置模具縮水、脫模斜度等參數,繪制上、下模模具三維圖,見圖1
3.2 加工程序編制及后處理
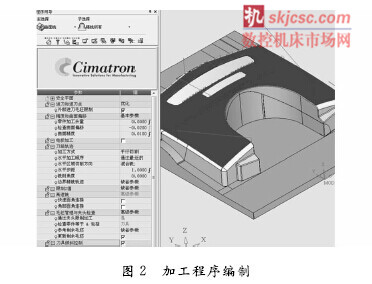
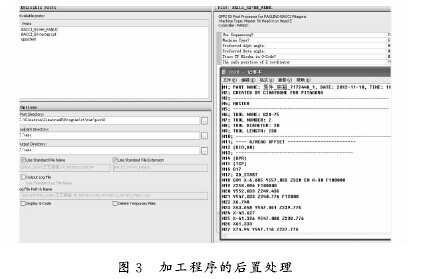
我廠應用的是Cimatron E8.5編程軟件,支持從2.5到5軸編程設計。加工程序編制一般分為以下步驟:①根據鑄造模具特點,初步制定加工工藝;②根據模具的不同曲面分步進行編程,選擇適當的加工程序,選擇合適的刀具、主軸轉速、進給速度、刀路步距等加工參數,生成刀具路徑,見圖2;③后置處理生成NC程序。圖3是Cimatron公司針對我廠Master546機型所開發的后處理器。
3.3 加工程序仿真檢查
Paolino Bacci公司開發了一款智能型三維實體機床仿真模擬軟件Pitagora,可以對五軸聯動數控加工中心的運動過程進行精確真實的動態模擬,可直接讀入CimatronE后置處理生成的ISO代碼。可以進行動態縮放旋轉、加工過程檢查、干涉碰撞檢查、刀頭快速移動軌跡調整和加工時間計算。Pitagora確保了CimatronE所編制程序的準確、安全性,非常具有實用價值。
3.4 模具毛坯的制作
按照鑄造工藝圖紙制作一個有適當余量的模具毛坯,無需考慮詳細的尺寸,減少了模具制作者的工作量。
3.5 模型加工
通過專用壓具把模型毛坯在加工中心工作臺上固定,并通過設置,實現工件坐標系和加工坐標系的關聯。把NC程序輸入到加工中心,通過其編碼器的轉換,實現加工中心的各個刀軸的聯動,從而完成模型加工。針對模具不易取模、需做活塊處,可預先把活塊粘在模型上直接加工。
4 結 語
通過五軸聯動加工中心的應用,節約了人力成本,縮短了V法模具的開發周期。而且能加工出高精度的曲面,從而制作出高精度的模型,進而生產出高精度等級的鑄件。隨著人力成本的上升以及對木模精度要求的提高,應用五軸聯動加工中心制作V 法木模將成為較好地選擇。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








