
1 前言
隨著科學技術日新月異的發展,快速成形技術,特別是3D 打印技術逐漸在制造業中顯露頭角并成為其不可或缺的一部分。3D 打印技術正在快速改變人們傳統的生產方式與生活方式,未來,以數字化、網絡化、個性化、定制化為特點的3D 打印制造技術將推動第3 次工業革命[1 - 3]。
3D 打印技術( Three Dimension Print) 是“增材制造”的主要實現形式。所謂“增材制造”是指區別于傳統的“去除型”制造,不需要原胚和模具,直接根據計算機圖形數據,通過增加材料的方法生成任何形狀的物體,最大優點就是能簡化制造程序,縮短新品研制周期,降低開發成本和風險。相比傳統制造工藝,3D 打印節省原材料,用料只有原來的1 /3 到1 /2,制造速度卻快3 ~ 4倍。
金屬零件3D 打印技術作為整個3D 打印體系中最前沿和最有潛力的技術,是先進制造技術的重要發展方向。按照金屬粉末的添置方式將金屬3D 打印技術分為3 類: ①使用激光照射預先鋪展好的金屬粉末,這種方法目前被設備廠家及各科研院所廣泛采用,包括使用激光照射噴嘴輸送的粉末流,激光與輸送粉末同時工作的激光工程化凈成形( Laser Engineered Net Shaping,LENS) 技術[4 - 5],該方法目前在國內使用比較多; ②激光選區熔化( Selective Laser Melting,SLM) 技術[6]; ③采用電子束熔化預先鋪展好的金屬粉末的電子束熔化( Electron Beam Melting,EBM) 技術,此方法與第1 類原理相似,只是采用熱源不同。
本文首先以這3 種技術為例介紹了金屬3D 打印技術,包括基本的技術原理,其次介紹了金屬3D 打印技術的應用研究進展,最后對它們的發展進行了展望。
2 金屬零件3D 打印技術的發展
2. 1 激光工程化凈成形技術( LENS)
LENS 是一種新的快速成形技術,它由美國Sandia國家實驗室首先提出[6]。其特點是: 直接制造形狀結構復雜的金屬功能零件或模具; 可加工的金屬或合金材料范圍廣泛并能實現異質材料零件的制造; 可方便加工熔點高、難加工的材料。
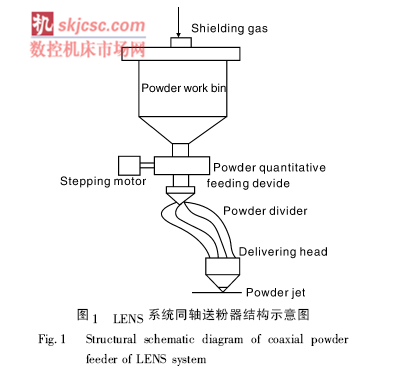
在LENS 系統中,同軸送粉器包括送粉器、送粉頭和保護氣路3 部分[7]。送粉器包括粉末料箱和粉末定量送給機構,粉末的流量由步進電機的轉速決定。為使金屬粉末在自重作用下增加流動性,將送粉器架設在2. 5 m的高度上。從送粉器流出的金屬粉末經粉末分割器平均分成4 份并通過軟管流入粉頭,金屬粉末從粉頭的噴嘴噴射到激光焦點的位置完成熔化堆積過程。全部粉末路徑由保護氣體推動,保護氣體將金屬粉末與空氣隔離,從而避免金屬粉末氧化。LENS 系統同軸送粉器結構示意圖見圖1。
2. 2 激光選區熔化技術( SLM)
SLM 是金屬3D 打印領域的重要部分,其發展歷程經歷低熔點非金屬粉末燒結、低熔點包覆高熔點粉末燒結、高熔點粉末直接熔化成形等階段。由美國德克薩斯大學奧斯汀分校在1986 年最早申請專利,1988 年研制成功了第1 臺SLM 設備,采用精細聚焦光斑快速熔化成30 ~ 51 μm 的預置粉末材料,幾乎可以直接獲得任意形狀以及具有完全冶金結合的功能零件。致密度可達到近乎100% ,尺寸精度達20 ~ 50 μm, 表面粗糙度達20 ~ 30 μm,是一種極具發展前景的快速成形技術[8 - 9]。
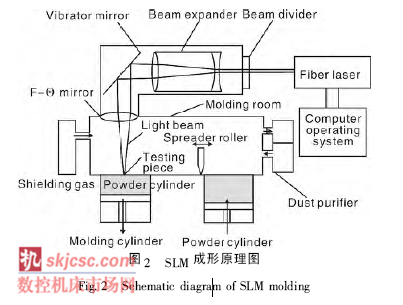
SLM 技術的基本原理[10 - 13]是: 先在計算機上利用Pro /e、UG、CATIA 等三維造型軟件設計出零件的三維實體模型,然后通過切片軟件對該三維模型進行切片分層,得到各截面的輪廓數據,由輪廓數據生成填充掃描路徑,設備將按照這些填充掃描線,控制激光束選區熔化各層的金屬粉末材料, 逐步堆疊成三維金屬零件[14 - 15]。圖2 為其成形原理圖: 激光束開始掃描前,鋪粉裝置先把金屬粉末平推到成形缸的基板上,激光束再按當前層的填充掃描線,選區熔化基板上的粉末,加工出當前層,然后成形缸下降1 個層厚的距離,粉料缸上升一定厚度的距離,鋪粉裝置再在已加工好的當前層上鋪好金屬粉末,設備調入下一層輪廓的數據進行加工,如此層層加工,直到整個零件加工完畢。整個加工過程在通有惰性氣體保護的加工室中進行,以避免金屬在高溫下與其他氣體發生反應[16 - 17]。
2. 3 電子束選區熔化技術( EBSM)
EBSM[18]是采用高能電子束作為加工熱源,掃描成形可以通過操縱磁偏轉線圈進行,且電子束具有的真空環境,還可以避免金屬粉末在液相燒結或熔化過程中被氧化[19]。鑒于電子束具有的上述優點,瑞典Arcam公司、清華大學、美國麻省理工學院和美國NASA 的Langley 研究中心,均開發出了各自的電子束快速制造系統,前兩家利用電子束熔化鋪在工作臺面上的金屬粉末,與激光選區燒結技術類似; 后兩家利用電子束熔化金屬絲材,電子束固定不動,金屬絲材通過送絲裝置和工作臺移動,與激光凈成形制造技術類似。
利用金屬粉末在電子束轟擊下熔化的原理,先在鋪粉平面上鋪展一層粉末并壓實; 然后,電子束在計算機的控制下按照截面輪廓的信息進行有選擇的熔化/燒結,層層堆積,直至整個零件全部熔化/燒結完成[20]。
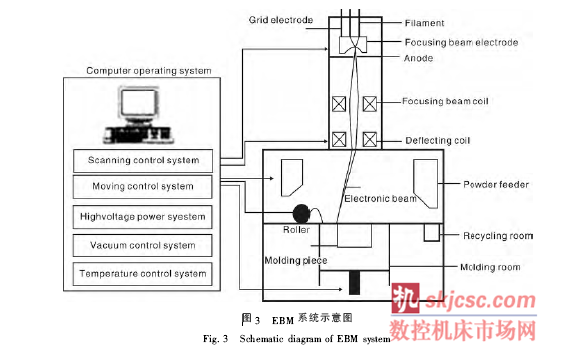
EBSM 技術主要有送粉、鋪粉、熔化等工藝步驟[21 - 22],因此,在其真空室應具備鋪送粉機構、粉末回收箱及成形平臺。同時,還應包括電子槍系統、真空系統、電源系統和控制系統。其中,控制系統包括掃描控制系統、運動控制系統、電源控制系統、真空控制系統和溫度檢測系統,如圖3 所示。
3 金屬零件3D 打印技術的應用
3. 1 激光工程化凈成形技術( LENS) 的應用
隨著快速原型技術的逐漸成熟,金屬粉末激光熔融沉積技術在西方發達國家逐漸成為材料加工領域的研究熱點,并迅速進入高速發展階段。國內外眾多研究機構對激光工程化凈成形技術的原理、成形工藝、熔凝組織、零件幾何形狀和力學性能等基礎性課題開展了大量研究工作。美國Sandia 國家實驗室、Los Alomos國家實驗室和密西根大學J. Mazumder 教授研究組,分別提出了技術原理相類似的激光直接制造技術( Directed Laser Fabrication,DLF) 和金屬直接沉積技術( Direct Metal Deposition,DMD) [23]。目前,國外先進LENS 制造系統典型代表有德國Trumpf 和美國POM 公司DMD505、美國Huffman公司HP-205、美國Optomec公司Lens 850、Aeromet 公司Lasform 等[24]。國外已經利用這些商業化的技術及設備取得了實質性的成果,可制備疊層材料、功能復合材料,裁縫式地制成“變成分”的材料或零件和修復高附加值的鈦合金葉片、整體葉盤等構件,且其力學性能達到鍛件的水平。其相關成果在武裝直升機、AIM 導彈、波音7X7 客機、F /A-18E /F、F-22 戰機等方面均有實際應用[25]。譬如,AeroMet 公司利用Lasform 系統制備的F-22 戰機的TC4 鈦合金接頭滿足疲勞壽命2 倍要求,F /A-18E /F的翼根吊環滿足疲勞壽命4 倍要求,且靜力加載到225% 仍未破壞,并為軍用飛機與發動機制造鈦合金結構件的試生產件。
在生物植入件方面,國外研究人員應用LENS 工藝制備了載重植入體的多孔和功能梯度結構,采用的材料為Ni,Ti 等與人體具有良好相容性的合金,制備的植入體的孔隙率最高能達到70%, 使用壽命達到7 ~ 12 年。Krishna[26 - 27] 等人采用Ti-6Al-4V 和Co-Cr-Mo合金制備了多孔生物植入體,并研究了植入體的力學性能,發現孔隙率為10% 時,楊氏模量達到90 GPa,當孔隙率為70% 時,楊氏模量急劇降至2 GPa,這樣就可以調整孔隙率,使植入體的力學性能與生物體適配。Zhang[28]等制備了網狀的Fe 基( Fe-B-Cr-C-Mn-Mo-W-Zr)金屬玻璃( MG) 組件,研究發現,MG 的顯微硬度達到9. 52 GPa。費群星[29]等采用LENS 工藝成形了無變形的Ni-Cu-Sn 合金樣品。
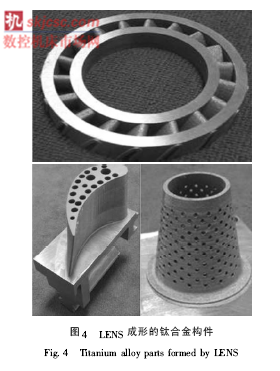
國內最早從1998 年開始相關技術的研究工作。國家對該研究非常重視,并給予了大力支持,先后安排了973 計劃、863 計劃和總裝“十五”、“十一五”預研等項目。北京航空航天大學、西北工業大學、高能束流加工技術國防科技重點實驗室、清華大學等國內研究機構也開展了激光快速成形與修復技術及其設備的開發研制,并取得了一批成果。譬如,北京航空航天大學王華明教授研究組已開發了同軸送粉激光快速成形技術及裝備,并制備出一些鈦合金結構件,如圖4 所示。
3. 2 激光選區熔化技術( SLM) 的應用
國際上已經有多家成熟的SLM 設備制造商,包括德國EOS 公司( EOSING M270 及其M280) ,德國Realizer公司,SLM Solutions 公司,Concept Laser 公司( MCusing 系列) ,美國3D 公司( Sinterstation 系列) ,RenishawPLC 公司( AM 系列) 和Phenix Systems 公司等[30]。上述廠家都開發出了不同型號的機型,包括不同的零件成形范圍和針對不同領域的定制機型等,以適應市場的個性化需求。
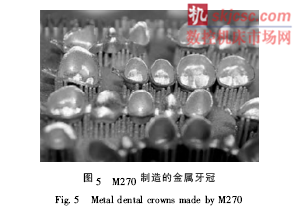
EOSING M270 設備成形的金屬零件致密度可以達到近乎100% ,尺寸精度在20 ~ 80 μm,表面粗糙度Ra 在15 ~ 40 μm,能夠成形的最小壁厚在0. 3 ~ 0. 4 mm。EOS 公司將該設備應用在牙橋牙冠的批量生產中,目前成形工藝已經很成熟,一次成形牙冠可以達到500 個。制造成品如圖5 所示。
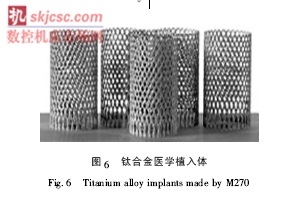
SLM 250 可成形致密度近乎100% 的金屬零件,尺寸精度為20 ~ 100 μm,表面粗糙度Ra 達到10 ~ 15 μm,還可以成形壁厚小于0. 1 mm 的薄壁零件。而且SLM 250可實現全自動制造,可日夜工作,有很高的制造效率。Realizer 的SLM 設備目前在金屬模具制造、輕量化金屬零件制造、多孔結構制造和醫學植入體制造領域,有較為成熟的應用[31]。圖6 所示為SLM 250 設備制造的鈦合金醫學植入體。
德國Concept Laser 公司是Hofmann 集團的成員,是世界上主要的金屬激光熔鑄設備生產廠家之一[32 - 33]。其M3 設備可以成形致密度近乎100% 的金屬零件,尺寸精度在20 ~ 100 μm,表面粗糙度Ra 在10 ~ 15 μm,可成形的最小壁厚在0. 3 ~ 0. 4 mm,而且該設備可成形的范圍較大,達到300 mm × 300 mm × 350 mm。圖7 是Concept Laser 的SLM 設備制造的精密金屬零件。國外已經將SLM 工藝應用于航空制造上,也有研究人員采用SLM 成形了高縱橫比的鎳鈦微電子機械系統( MEMS) ,并投入應用。Ti-6Al-4V 合金具有良好的生物相容性,作為生物植入體的材料得到國外研究人員的高度重視。Traini[34]等成形了梯度化Ti-6Al-4V 合金多孔牙科種植體,通過深入研究顯微組織和機械性能的關系,改善了工藝,所制備的種植體與人體組織具有良好的相容性。Ciocca[35]等采用SLM 工藝成形了用于萎縮性上頜拱的引導骨再生的定制化鈦合金網格假體,術前和術后頰腭的高度和寬度的誤差,分別為2. 57 mm 和3. 41 mm,滿足臨床要求[36]。華南理工大學于2003 年開發出國內第1 套選區激光熔化設備DiMetal-240,并于2007 年開發出DiMetal-280,2012年開發出DiMetal-100,其中DiMetal-100 設備已進入預商業化階段。
3. 3 電子束選區熔化技術( EBSM)
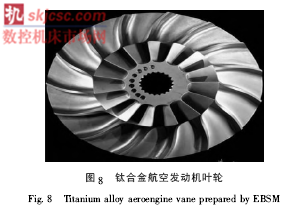
電子束選區熔化技術的典型代表是瑞典Arcam 公司的S12。從2003 年開始,該公司開發了EBSM 技術及設備,目前以制造EBSM 設備為主,兼顧成形技術開發。美、日、英、德等國的許多研究機構,在不同領域開展了EBSM 的應用研究[37 - 38]。現在,生物醫學植入物方面的研究已較成熟,航空航天及汽車等領域也在積極開展研究。美國波音機器人工廠及NASA Marshall 空間飛行器中心的研究方向,是飛行器及火箭發動機結構制造以及月球或空間站環境下的金屬直接成形制造。圖8 為波音公司生產的鈦合金航空發動機葉輪。
國內電子束粉末熔融快速成形方面,清華大學與桂林電器科學研究所合作研制了試驗設備,用于基礎實驗研究,目前仍處于實驗室研究階段。幸福曼德智能工程技術公司引進的其外方合作伙伴瑞典Arcam 公司S12 型設備已于2007 年9 月安裝完畢,隨即投入生產,主要生產醫用鈦合金關節頭,工藝較為成熟。Heinl[37]等采用Ti-6Al-4V,Ramirez[38]采用Cu,Murr[39]采用Ni 基和Co 基高溫合金,以及Hernandez[40]等人采用TiAl 制備了一系列的開放式蜂窩結構,通過改變預先設置的彈性模量E,可以獲得大小不一的空隙,降低結構密度,獲得輕量化結構。K. NAmato[41]等人利用Co 基高溫合金矩陣顆粒,制備了柱狀碳化物沉積結構。Ramirez[42]采用Cu2O 制備了新型定向微結構,發現在制備過程中,柱狀Cu2O 沉積于高純Cu 這一現象。劉海濤[43]等研究了工藝參數對EBSM 工藝過程的影響,結果表明,掃描線寬與電子束流、加速電壓和掃描速度呈現明顯的線性關系,通過調節搭接率和掃描路徑可獲得較好的層面質量。鎖紅波[44]等研究了EBSM 制備的Ti-6Al-4V 試件的硬度和拉伸強度等力學性能,結果表明,成形過程中Al元素損失明顯,低的O 含量及Al 含量有利于提高塑性;硬度在同一層面內和沿熔積高度方向沒有明顯差別,均高于退火軋制的硬度水平。楊鑫[45]等采用EBSM 工藝制備了高致密度和高延伸率的Ti-5Al-2. 5Sn 合金零件。其中水平掃描方式制取的零件相對密度可以達到97% ,抗拉強度740 MPa,斷面收縮率22% ,接近鍛造合金的性能水平,且EBSM 工藝對致密度和力學性能的貢獻,主要在于電子束選區熔化工藝的SPLS 燒結過程中會產生瞬時液相和較快的凝固速率,同時高真空下粉末顆粒表面間隙元素N,H,O 逸出,從而凈化原始顆粒表面。
4 結語
金屬零件3D 打印技術作為目前先進制造技術,我國尚處于起步階段,應加大投入,組織各學科各行業協同努力,攻克3D 打印機中各種工藝技術難關。制造出具有我國自主知識產權的3D 打印設備,生產出各制造行業所需要的較低成本的各種3D 打印金屬構件,使我國3D 打印產品從目前的實驗室和小批量試生產走向商品化和工業規模生產,為此,目前亟待解決的問題及努力的方向是: ①向高性價比方向努力。金屬零件3D 打印技術對于目前的機械加工行業是一項重大創新和補充,但價格高昂的設備阻礙了它的推廣和應用,為了進入商業化規模,首先要降低3D 打印設備的制造成本,朝著高性價比的方向發展。②成形大尺寸零件。目前,金屬零件3D 打印設備能夠成形的零件尺寸范圍有限,國內外3D 打印設備廠家正在積極研發大尺寸零件的成形設備。要盡快趕超目前國外所能制備的最大尺寸300 mm × 350 mm × 300 mm,此項技術才能在制造領域走向工業化應用。③與傳統加工方法相結合。金屬零件3D 打印技術雖極具優勢,但存在制造成本高、成形件表面質量欠佳等缺點。因此,若能與傳統加工方法相結合,發揮二者的優勢,達到傳統加工方法所實現的精度和表面粗糙度,并能夠成形傳統加工方法無法成形的復雜形狀零件,使制造周期大幅縮短,這是金屬零件3D打印技術和設備追求的主要目標之一。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








