
基于SYNTEC的螺旋錐齒輪加工機床數控系統開發 (中)
2017-1-3 來源:沈陽工業大學 作者:張西棟
第 3 章 新代 SYNTEC 數控系統
新代 SYNTEC-10B 數控系統作為臺灣新代科技股份有限公司開發的具有良好性價比的數控產品,具有很高的市場競爭力,它具有開放式的架構,能夠滿足用戶的個性化客制要求,標準便捷的控制面板是人機交互的基礎。
3.1 SYNTEC 數控系統概述
齒輪在機械行業中占有舉足輕重的地位,是機械工業的基礎件[30]。在相交軸傳動的場合,弧齒錐齒輪具有明顯有點,例如承載能力高、傳動效率高、對安裝誤差的敏感性小以及傳動平穩等。鑒于該型齒輪優越的性能,它的數控加工越來越得到工程技術人員的重視[15]。由于弧齒錐齒輪的數控加工程序編制復雜,而且編程語言抽象;所以為了滿足不同規格螺旋錐齒輪的數控加工要求,需要對其進行的參數化編程,而參數化編程的思想是以友好的參數化輸入界面—人機界面(Human Machine InterfaceHMI)為基礎的。用戶與機床之間的信息傳遞是通過人機界面來完成的,人機界面是互相傳遞信息的媒介,它可以實現信息的輸入和輸出[38]。數控系統操作界面的友好與否直接影響到數控編程的效率,甚至影響到整個數控系統的用戶認可度[39],所以人機界面在整個數控系統的開發中同樣占有舉足輕重的位置。 新代科技股份有限公司成立于 1995 ,是一家專業的 PC based 控制器廠商,長期從事于機床控制器的軟件及硬件技術研發,并致力于拓展兩岸市場,目前已成為亞太市場中最具有影響力及發展潛力的控制器品牌之一。
新代專注于數控領域,產品涵蓋車銑床控制器與產業機械控制器,以高度的技術創新、加值型應用以及完善的售后服務深得顧客信任;除機床控制器外,近年來將產品延伸至高端主軸伺服方案、線性馬達以及直驅馬達等特色產品。為了順應智慧自動化的趨勢,積極開發通用型的自動化控制器及各類型機械手臂控制器,能提供相關的整合加值產品,滿足各種生產線智能化及自動化的需求。新代科技以“工業 4.0”作為新技術發展的主軸,積極在相關領域進行資源整合與布局。 我單位為了滿足螺旋錐齒輪數控加工機床的開發需要,引進了臺灣新代科技股份有限公司研發的 SYNTEC-10B 數控系統,該系統具有較高的性價比,良好的開放性,可以利用系統自帶軟件開發包,對螺旋錐齒輪數控加工所需的各級參數輸入界面進行相關客制,形成一個完備的界面系統,為后期參數化編程工作打下良好基礎。
3.2 軟件工具
對新代數控系統的二次開發之前需要登錄新代科技股份有限公司的官方網站(http://www.syntecclub.com.tw/),注冊一個用戶帳號,登錄到相關的“下載專區”欄目中,下載 win32 版本的相關客制仿真軟件、升級包,分別為:Windows Update 升級包、Lad Edit-2.13.0.msi、Macro Dev 軟件、銑床 Win32 軟件(數控銑床專用)。這四個軟件開發包是新代科技股份有限公司專門為自己的新代數控系統進行二次開發而特定開發的軟件,這是對新代數控系統進行開發設計的軟件基礎。
軟件的安裝環境是通用型 PC 機,操作環境要求是 windows7/XP/2000,特別注意:四個軟件需要按照規定順序依次安裝,否則會出現兼容性問題[40]。其中的 Windows Update 升級包里面有單獨的安裝說明,需要按照安裝要求一步步地安裝,任何一個軟件安裝環節出現問題,就需要將之前安裝完畢的所有軟件都卸載,清理注冊表之后重新安裝,否則會出現安裝失敗或者安裝成功卻無法運行的情況。安裝完之后需要重啟計算機,然后開發客制軟件即可在通用 PC 上運行了,操作環境為 windows2000/XP/7。
SYNTEC 系統相配套的 e HMI 是一款可以幫助您更直覺、更簡易編輯控制面板人機接口的開發工具,仿真器安裝完畢之后,需要安裝該客制軟件。在 e HMI 中通過直接點選和表格輸入的方式,讓用戶免除繁雜的程序編寫過程,取而代之的是更簡易、更有效率、更人性化的操作接口[41,42]。將 e HMI 開發軟件用于參數化編程中所需相關界面的客制工作,可以提高數控系統二次開發的效率,優化數控編程加工過程中的人機交互性。圖 3.1 是 e HMI 的客制設計界面之一。
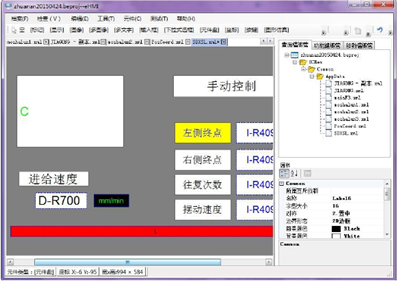
圖 3.1 e HMI 的客制設計界面之一
3.3 新代數控系統開放式架構
3.3.1 新代 10B 控制器架構
數控銑床上采用的是 10B 控制器,該型控制器具有較好的開放式接口架構,除了出廠設定的標準接口外,控制器另外提供全面且方便的客制環境,讓電氣控制的開發人員可以利用客制工具進行相關的客制工作,滿足客戶各式各樣的需求。圖 3.2 是新代數控系統控制器架構示意圖。
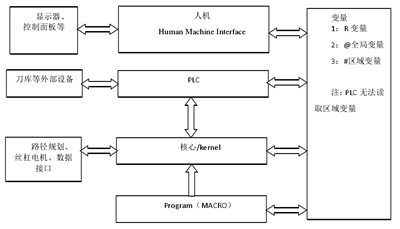
圖 3.2 新代數控系統控制器架構示意圖
“核心”是控制器里負責解譯程序、規劃運動方程路線、插值以及軸向移動等的部件。PLC 主要是負責主導狀態流程、鏈接外部裝置、與核心的雙向溝通等工作。“人機”是操作者與控制器內部運作間的橋梁,操作者使用人機輸入信息,控制器使用人機輸出狀態、信息等。“Program”為加工程序,客制的 MACRO 要經過核心解譯,成為機器能夠識別的 G 代碼。
3.3.2 開放式數控系統概述
FANUC 和 SIEMENS 數控系統是現在市場占有率比較高的數控系統,他們的數控系統具有一定的封閉性,屬于專用性的體系結構,在實際生產應用中,相關的軟硬件結構均由各自的廠家單獨設計制造,數控系統的通用性、兼容性不強[43]。數控加工時,機床操作人員按照自己的經驗將加工程序中的過程參數設定為固定值,具體的編程工作利用手工方式或自動編程的方式完成,雖然這種數控系統具有技術成熟、結構簡單的優點,但是這種數控系統不能夠及時地與計算機輔助制造技術相融合,隨著現代制造業的飛速發展,信息化以及敏捷制造模式越來越明顯地體現在現代制造業中,該型數控系統的缺陷越來越明顯[44]。
控制系統的封閉性以及專一性與多樣化的市場需求之間的矛盾可以通過開放式數控系統來解決。開放式的數控系統在適應市場變化的過程中表現出形式靈活、價格低、結構緊湊的優勢,并具有很強的二次開發性和適應性,表現出良好的性價比優勢。隨著 CNC 技術的發展,具有可移植、可伸縮、可重構、可擴展性等優良特性的開放式數控系統越來越得到技術人員的重視和認可。開放式數控系統允許操作人員在保留原軟硬件的基礎上,根據自己的需要將傳感器集成在控制器中,對數控系統進行修改和配置,最終使數控系統能夠完成加工過程的控制和監視。
1980 年之后,開放式數控系統的研究正式提上日程。IEEE 認為開放式數控系統能夠完美地在不同的平臺上運行,兼容性較好,能夠與其它應用系統相互操作,并且可以提供統一的用戶交互風格,具備可移植性、可互換性、可擴展性、可伸縮性等特點[45-48]。根據開放式數控的定義,這種類型的數控系統首先應該允許終端用戶對數控系統進行模塊替換、模塊添加、模塊重構等操作[49];然后該類數控系統還應該能夠完美地按照技術人員定義的控制策略運行,能夠補償三維空間誤差;其次,該型系統允許機床按照某一速度運行的同時,能夠實時地接收來自伺服系統的數據;開放式的系統構架能夠按照加工的需要將相關智能控制設備嵌入到控制器中;而且它能夠根據過程控制策略,對進給速度、主軸轉速進行智能修正。
3.3.3 開放式數控系統發展趨勢
數控系統的發展趨勢是以集成化、網絡化、智能化為特點,應具有高速、柔性化、高可靠性、高精度的特點。當前的數控系統由于不能適應市場的多樣化要求,不能很好地實現專業化和多樣化的要求,其結構的封閉性問題越來越突出。需要研究數控系統開放性的體系結構,以期能夠實現數控設備的聯網、自動化、智能化、個性化、高柔性化目標。
(1)數控加工智能化和集成化
數控系統的功能模塊向智能化、集成化方向發展,同時借助計算機技術、通信技術、微電子技術的進一步開發,控制系統將具備反饋單元、數據采集和處理、執行單元、伺服驅動等功能,系統的整體性更強[50]。CNC 智能化研究的主要內容有智能化控制、自診斷以及智能化接口技術等,機床故障智能診斷、刀具狀態監測、代碼生成技術、誤差補償與精度控制、CAD/CAM/CNC 一體化與加工參數優化等方面是相關研究的重點[51] 。
(2)高速、高精、高可靠性
開放式數控系統的主軸轉速達 6000 轉/分鐘,進給速度達 60 米/分鐘,系統無故障時間可以達到三萬小時[52]。發那科系統中的 AI 納米輪廓控制功能可以用于高精度、多坐標聯動、小程序段、高速加工中。該功能能夠減小由于伺服延時、進給速度增加以及加減速引起的位置滯后問題,有利于減小輪廓的加工誤差。納米輪廓控制可以保證伺服機構接收到納米插補器的指令信號是納米級的,工作臺移動的平順性得益于該納米級的指令信號,從而使工件的表面質量和加工精度得到保證。
(3)網絡化
為了滿足全球制造、虛擬企業以及敏捷制造等新型生產形式的發展需要,同時順應企業生產中信息集成化的趨勢,數控設備逐漸走向網絡化。為了抓住數控系統網絡化的趨勢,近年來,幾家知名的數控裝備公司對相關技術進行了研究,并取得了一定的數控裝備成果,日本馬扎克公司提出智能生產控制中心的概念,德國西門子公司提出開放制造環境的項目等[53] 。
(4)柔性化、軟件化
不同的機床適應加工對象變化的能力是不同的,它的衡量指標就是柔性。機床的柔性包括硬件的柔性和軟件的柔性。傳統生產設備的控制系統是機械或剛性連接實現的,不能滿足加工對象多樣化的需要。而在可編程器件設計的硬件系統中,硬件功能的改變可以通過調整相應的程序參數實現,從而增加了硬件系統的柔性。這個過程就是硬件的部分功能由軟件來完成,實現硬件功能的軟件替換的過程,這樣可以降低硬件電路的復雜性,系統柔性得到加強。
為了順應開放式數控系統的發展趨勢,發揮開放式數控系統在現代數控加工中體現出來的優越性,新代科技有限公司推出 SYNTEC-10B 數控系統,該型數控系統同樣也具備良好的開放性,其開放式架構如圖 3.3 所示。
3.4 開放式 SYNTEC 加工性能
新代開放式數控系統通過和 Win CE 系統配合可以達到每秒執行 1000 個單元的速度,而且可以預解程序路徑,最多可以達到 2000 個單節的破解量,因此可以使加工速度更為平順,并提供自動轉角減速及圓弧速度抑制功能,以確保工件精度,確保了SYNTEC-10B 數控系統具有高速高精的加工性能。
因受限于機臺狀況,即使驅動器的位置回路增益調整至最佳數值,在實際加工上仍會產生伺服落后的問題,此狀況尤以在高速加工時特別嚴重;因此針對伺服路后造成工件尺寸內縮,而開發出此精度補償功能,確保了 SYNTEC-10B 數控系統在保持精度的同時還具有較好的平順性。
模具加工中多使用 CAD/CAM 軟件自動生成加工程序,這樣生成的加工程序中存在致使加工路徑不合理的單節程序語句,SYNTEC-10B 數控系統提供路徑平滑功能,將軟件產生的加工路徑平滑化,用以提高加工表面的光潔度、加工效率與機臺穩定度。
CAD/CAM 軟件生成的線性刀具軌跡是非連續性,對于加工速度、表面狀況、機臺穩定度皆會有一定的影響,尤其是在軟件中設定的加工精度以及公差不佳的情況下,此問題更為嚴重;高精度軌跡輪廓控制是利用合適的曲線將線性刀具軌跡擬合為連續軌跡,且在加工速度的規劃上不再受限于不聯系的單節,因而可以得到優良的加工品質,使 SYNTEC-10B 數控系統具有高精軌跡輪廓控制的性能。
機床操作者只需做“精度優先”與“速度優先”的選擇,“路徑貼合”與“高平滑性”的等級選擇,以及選擇 SPA 的開啟與關閉即可控制加工狀況,使得 SYNTEC-10B數控系統在高速高精度加工中的參數控制更加簡化明了。
操作者將檔案放置于外部裝置(USB、網絡等),保持邊傳輸,邊加工的工作狀態,一方面滿足大型檔案加工的需求;另一方面,操作者能夠在操作上免去了加工程序不斷傳檔的步驟,提高了加工效率。
3.5 控制面板
操作面板和控制器面板是機床操作人員與數控系統進行信息交互的直接窗口。項目中采用的新代 10B 控制器與 SK4-M 型的銑床面板。新代 10B 系列的控制器采用先進的開放式架構技術,并可以搭載 Mechatrolink-II 串列的通訊控制方式,可以改善傳統脈波式泛用型控制器在多軸運動控制中各種命令的傳輸時間差與脈波時序問題,以達到良好的同步控制并兼顧即時性;同時更加精簡配線,提升擴充性以及減少繁雜信號的干擾。10B 控制器采用的是內置嵌入式工業電腦,配置 10.4 寸液晶顯示器,結合伺服軸、手輪軸、主軸、內建 PLC 及 USB 接口的 CF Card 讀取裝置。
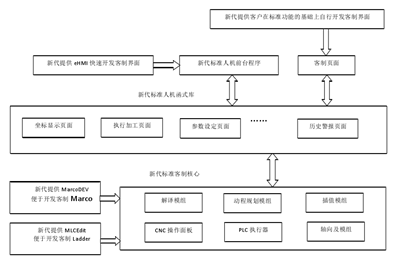
圖 3.3 新代 SYNTEC-10B 數控系統開放式架構框圖
該型控制器可以實現 8 軸伺服控制,具有手輪專用軸,配置有一組 12BIT D/A 輸出接口,而且該控制器可以外接兩個 I/O 模塊(最多可達 128 點輸入/128 輸出點)。控制器構建的 USB 接口 CF CARD 卡片閱讀機具有動態熱插入功能。配備有 128MB的 RAM,可以實現 RS-232、RS422 以及 RS485 的網絡通訊。新代 10B 控制器具有低價格、高性能、結構簡單、易于使用、可靠性高的特點。圖 3.4 與圖 3.5 分別為新代 10B控制器面板的正面圖與背面圖。
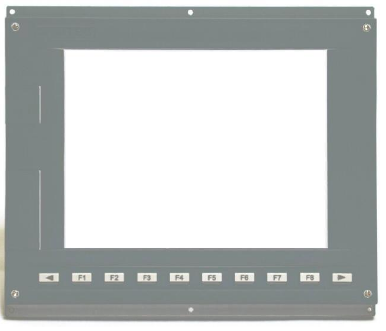
圖 3.4 新代 10B 控制器面板正面圖

圖 3.5 新代 10B 控制器面板背部圖
新代 SK4-M 型的銑床面板是機械式按鍵面板,具有防油污,耐腐蝕的特點,結合新代標準型鍵盤,使我們獲得便捷的操作環境。圖 3.6 與圖 3.7 是新代 SK4-M 型銑床面板的正面圖與背部圖。該型面板是基于新代標準鍵盤而設計,具有三組旋鈕式開關輸入,獨立的 Input 點允許應用人員用來自行規劃。

圖 3.6 新代 SK4-M 型銑床面板正面圖
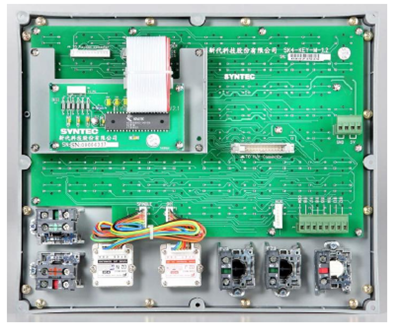
圖 3.7 新代 SK4-M 型銑床面板背部圖
區域①是快捷鍵功能區,其中包括 F1-F8、ESC 以及翻頁鍵,該區域的快捷鍵與顯示器下方的快捷鍵功能一致。其中的翻頁鍵用于對當前多于一頁的程序界面進行翻頁操作,以便操作者瀏覽多個程序和界面,進行相關的編輯和查看操作。 區域②是程序代碼編輯區域,負責數控編程中相關字符的修改編輯。其中包括 26個字母鍵組成的字母分區、10 個數字鍵組成的數字分區、游標移動鍵分區、刪除鍵、換擋鍵、插入鍵等。數字鍵與字母鍵在指令位置和資料輸入過程中發揮作用。游標移動按鍵用于對屏幕編輯區的光標進行相關移動操作,對其進行精確快速定位,提高編程效率。換擋鍵用于切換按鍵的第二層功能。刪除鍵用于程序編輯中消除誤輸入的詞句程序段。 區域③是輔助功能區。其中包括切削液開關、工作燈開關、加工吹氣開關、排屑機正反轉、主軸正反轉控制、主軸轉速切換、刀庫正反轉等輔助功能。 區域④是方向鍵區。手動控制軸向移動,通過按鍵的組合可以達到快速移動的目的,其中包括 X、Y、Z 三個軸的正向和負向移動。 區域⑤是操作模式區,其中包括原點模式、MPG 寸動模式、自動加工模式、手動寸動模式、單節執行、選擇停止等模式。 區域⑥是開關機分區。其中包括機床上電與斷電按鍵,程序的啟動與停止按鍵以及轉速的倍率選擇旋鈕、急停按鈕等。該分區的功能主要是機床的啟動和停止,控制加工程序的動作等。在操作失誤以及出現安全隱患時,緊急停止按鈕能夠切斷所有的機電控制;這種情況下,控制器處于供電狀態,其他諸如伺服、加工液、主軸等重電都被切斷,最終達到保護工作人員以及機械設備的目的。
3.6 本章小結
本章對新代 SYNTEC 數控系統進行了整體性的描述,論述了新代數控系統二次開發所利用的模擬仿真軟件的功能,對軟件安裝過程中的特殊要求進行了特別說明,保證了課題研究的軟件基礎。對新代 10B 控制器的架構進行了歸納總結,通過對開放式數控系統的分析,總結了新代開放式系統的性能優勢,提出了新代系統的開放式架構。分析了新代控制面板,它的設計合理與否直接影響到數控系統的人機交互性。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

