


TK2120 型深孔鉆動力學建模及模態分析
2018-4-23 來源:西安雙特智能傳動有限公司 作者:代旭濤,周能文
摘要:以 TK2120 型汽車零件加工數控深孔鉆床為研究對象,建立其各部件的三維幾何模型,并利用 ABAQUS 進行有限元前處理建立各部件的三維有限元模型,在此基礎上對機床結合部進行定義得到鉆床整機動力學模型.并利用有限元計算軟件 ABAQUS 進行整機模態分析,初步識別了該類型鉆床結構的薄弱環節,為 TK2120 型數控深孔鉆床結構的改進設計提供依據。
關鍵詞:深孔鉆;整機;有限元法;動力學模型;模態分析
0、引言
深孔加工一般是指孔的長徑比大于 10 倍的孔加工。在汽車行業的發動機生產中經常會遇到深孔加工,如缸體、缸蓋中的主油孔,曲軸和連桿油孔的深孔加工,變速箱中的細長中心軸油孔的加工等。這些深孔加工正是生產中的難點和瓶頸工序。深孔鉆床加工已經成為現階段重要的精加工技術.TK2120 型深孔鉆床,刀桿在加工過程中,旋轉的同時會軸向振動來達到提高加工效率和改善零件表面質量的目的。然而,深孔鉆床重要零件的振動又會導致加工質量的降低,所以對深孔鉆床本身的剛度和抗振性提出了更高的要求,分析機床的振動特性,避免共振成了深孔加工需要考慮的重要問題。所以,要提高深孔鉆床整機的性能,不僅要對各個零部件進行動態特性分析,而且更要重視整機及其各個結合部的動態特性的分析與研究。有關傳統機床有限元動力分析的研究已有較多文獻報道.但對于深孔鉆床整機的動力分析及設計,國內的相關報道尚不多見。因此,無論從理論上研究或從實踐中驗證,都具有非常重要的意義。
本文建立了 TK2120 型深孔鉆床整機的有限元模型,此基礎上對機床結合部進行定義得到鉆床整機動力學模型,并進行模態分析,初步判別了機床的薄弱環節及共振區域。為下一步結構的改進設計及共振的避免提供了依據。
1、分析模型的建立
為了能對實際工程結構進行分析并獲得可用的計算結果,同時保證分析的效率,必須對實際結構構件的幾何形狀和尺寸、構件的材料特性以及在受力和力的傳遞中所起的作用等做出假設,使結構簡化,并設法使分析切實可行。
1.1 幾何模型的簡化及網格劃分
TK2120 型深孔鉆床是主要由床身、主軸箱、工件支架、授油器、振動箱和刀桿支架等部分組成,圖1為該鉆床的CAD模型。本文對該鉆床的幾何模型進行了必要的簡化,主要包括:①在不改變模型基本特征的基礎上,忽略倒角、小孔、螺紋退刀槽等小特征;②對出于安裝工藝要求而設計的小凸臺等結構進行簡化;③將結構中用于鉆削液回流的斜角,比如床身上的斜面,簡化成平面;④對主軸箱、振動箱等部件的主軸子系統進行簡化,忽略滾動軸承結構的具體形式,取而代之的是等效的彈簧阻尼單元。忽略主軸上的中間隔套及鎖緊螺母的影響;⑤對整機結構影響較大的主軸箱電機,將其簡化為質量單元;⑥分析過程中,工件的質量很大,對整機的模態影響較大,將其簡化成 Timoshenko 梁單元,同樣對于細長的刀桿也簡化成梁單元。簡化后的 CAD 模型如圖1。
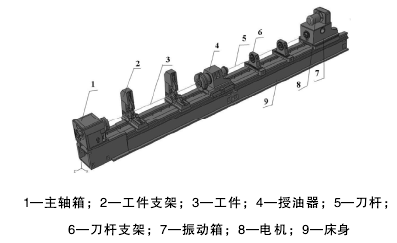
圖 1 TK2120 型深孔鉆床 CAD 模型
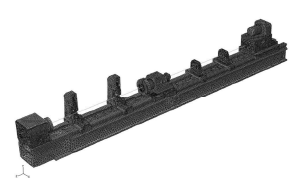
圖 2 TK2120 型深孔鉆床有限元模型
網格質量的好壞直接影響有限元分析結果的精度和可靠性。考慮到 TK2120 型深孔鉆床的結構復雜性,針對不同的部件選用不同的單元類型和網格密度, 相對于靜力計算,結構模態分析不需要過多的網格,網格劃分的疏密程度也隨著分析問題的不同而不同,網格數量的多少將影響計算結果的精度和計算規模的大小,計算精度有所提高,但同時計算量也會大大增加。而計算動態特性時則應趨于采用較為均勻的網格形式。在網格劃分的過程中,對尺寸較大的零件、對結構功能影響較小的零件采用較大的網格尺寸,同一個零件的各個部分采用均勻的網格劃分方法。對于主軸箱,床身等結構較為復雜的零件采用四面體網格劃分,對于形狀規則的零件,采用六面體網格劃分,劃分后的有限元模型如圖 2 所示。
1.2 結合部的動力學模型
TK2120 型深孔鉆床的結合部主要分為兩類:螺栓固定結合部和導軌滑動結合部。結合部的接觸剛度和接觸阻尼對整機的動態特性影響很大,因此準確分析整機的動態特性的前提是準確地模擬機床的結合部。對于結合面采用連接單元對結合面進行建模模擬。至于結合面參數的確定,是目前機床動態性能研究的重點和難點。機床在動態力作用下,結構中的結合部表現出既有彈性又有阻尼,其彈性可用等效彈簧來代替,而阻尼則可用等效阻尼器來代替。因此,任何一個結合部都可簡化為一系列等效彈簧和等效阻尼器構成的動力學模型,使用 ABAQUS中的彈簧阻尼器單元 Spring 來連接相互接觸的零部件,并根據各結合部具體的結合條件與結合狀態,確定結合點位置分布、結合點數目以及每個結合點上的自由度數,從而建立結合部的等效動力學模型。其中 Spring的剛度與阻尼參數利用吉村允孝積分法確定,結合點處各個方向上的等效彈簧剛度和效阻尼系數分別為如下公式:
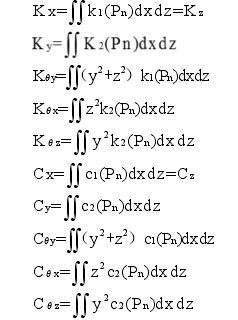
式中 k1(Pn)為切向單位面積的等效剛度;k2(Pn)為法向單位面積的等效剛度;c1(Pn)為切向單位面積的等效阻尼;c2(Pn)為法向單位面積的等效阻尼。這些數據可根據結合部所受平均接觸壓力等結合狀態參數從吉村允孝通用數據庫中查得。主要的結合部主要包括以下主要方面:
(1)床身與均為鑄鐵,采用螺栓聯結,是典型的固定結合部。針對本文分析目的考慮螺栓本身的受力,綜合考慮結合面積,結合表面的結合條件以及周圍零件的剛性,在 x,y,z 三個方向分別采用若干彈簧阻尼單元連接模擬。在實際連接方向,可適當調整彈簧剛度模擬不可穿透條件。
(2)工件支架與床身導軌結合部。工件支架與床身均為鑄鐵,通過滑臺與矩形導軌結合,間隙由斜鑲條來調整。加工過程中工件支架螺栓鎖緊在床身上,為固定結合面。在 x,y,z 三個方向分別采用若干彈簧阻尼單元連接模擬二者的結合部。
(3)授油器與床身導軌的結合部。加工過程中,授油器通過液壓鎖緊機構被完全鎖死在矩形導軌上,結合面之間的剛度值很大。因此直接采用剛性連接模擬其結合部,這樣與實際的情況差異不是很大。
(4)刀桿支架與床身導軌結合部。通過滑臺與矩形導軌結合,間隙由斜鑲條來調整,用壓板壓緊,結合面之間貼塑、有潤滑油。刀桿支架可沿導軌直線運動,隨著鉆孔深度的不同變化調整刀桿支架的位置。因此對 z 向的運動不加約束,只約束 x,y 方向,用一定數量的彈簧阻尼單元來模擬其結合面。
(5)振動箱與床身導軌之間的結合部。通過滑臺與矩形導軌結合,間隙由斜鑲條來調整,用壓板壓緊,結合面之間貼塑、有潤滑油。加工過程中振動箱按照一定的速度沿著矩形導軌做 z 向直線運動,對 z 向的自由度不做限制。采用一定數量的 x,y 向等效彈簧和阻尼器來模擬其與導軌的結合部。在實際連接方向,可適當調整彈簧剛度模擬不可穿透條件。

表 1 彈簧—阻尼單元的數目及等效剛度和阻尼值
(6)刀桿尾部與振動箱安裝零件采用剛性連接。刀桿中的減震套具有一定的彈性和阻尼效應,為了真實模擬刀桿與刀桿支架座孔的接觸,同樣采用彈簧阻尼單元來模擬它們之間的結合部。具體的剛度值和阻尼值可按照減震材料的材料特性進行相關設置。
(7)主軸箱、振動箱軸中的軸承亦采用彈簧模擬。在接觸位置的兩個正交方向上利用 4 組彈簧阻尼單元來模擬軸承的剛度。軸承剛度參數依照文獻確定。
(8)對于整機其余剛性較大的零部件之間的結合部均采用剛性綁定連接。整機關鍵結合部的剛度及阻尼值及相關設置如表1所示。
1.3 邊界條件
床身是通過其底部的墊鐵與地面用螺栓連接,在有限元模型中,將整機的邊界約束條件簡化為約束墊鐵處對應節點的各個方向的自由度。對此處的單元進行完全約束,約束其各個方向的自由度。

表2 TK2120 型深孔鉆床固有頻率及振型
2、整機模態分析
對 TK2120 型深孔鉆床整機進行模態分析,固有頻率和振型結果如表2所示。由于高階模態的阻尼比較高,在振動中起到的作用小,所以表 2 列出了 TK2120 型深孔鉆床整機前 10 階的固有頻率值以及其振型描述。前十階模態的振型如圖3所示。

圖3 TK2120 型深孔鉆床前六階振型圖
從整機模態分析的固有頻率和振型圖中,可以看出:
(1)對于前三階模態來講,振型主要為刀桿在 X、Y 軸方向上的橫向振動,振動的固有頻率較低。從振型動畫上可以看出此振動直接影響鉆桿在加工過程中的直線運動,從而影響鉆削的加工質量。振動除了與刀桿自身的材料特性有關,還與加工過程中鉆孔的深度,以及刀桿的支撐有關。應盡可能提高刀桿的剛性。
(2)結合仿真計算結果及振型動畫顯示,綜合分析。可以看出機床第四階、第五階、第七階、第九階和第十階模態是機床的薄弱模態,這幾階處零件的簡諧激勵激發會激發機床刀桿的共振。從第四、第九階模態振型動畫上,可以看出振動箱及工作滑臺發生了明顯的振動變形,并且帶動了上箱體和電機的振動。這是由于工作臺的上下箱體僅依靠兩端的螺栓固定,剛性較差。工作滑臺和床身之間靠壓條壓緊結合部分屬于油膜連接。
總體來說,在對結構改進設計時注意在提高機床整體固有頻率的同時,還應重點考慮避開共振,或降低共振處工件與刀具的相對位移量。具體建議改進方向如下:
1)由于深孔加工的刀桿長徑比較大,在低階前兩節振型圖中顯示主要為刀桿的橫向彎曲振動,可通過改用剛性更好的材料來提高刀桿的剛度。對于刀桿支架中的減震套選用減震性能更好的減震材料,其次可以通過適當的調整刀桿支架的位置,來改變對刀桿的支撐,提高其支撐剛度,或者可以通過增加刀桿支架的數目來提高支撐剛性。從而改善刀桿的振動特性。
2)振動箱滑臺與床身矩形導軌滑動結合部也是一主要的薄弱環節,在第四階模態中有較明顯反映。加強其連接剛度有助于提高整機的動態性能,可以適當加大滑臺與床身導軌副的接觸壓力,也可在導軌的材料選用上考慮采用新型材料,以提高其剛性和抗振性。接觸表面的油膜也可以增加結合表面的接觸剛度和阻尼。
增加結合部的預緊力及提高結合面加工質量等提高該結合部的剛度。建議床身與振動箱結構上盡量采取整體鑄造。
3)從整機的第四、七階主振型看,床身的也是相對薄弱部位,因此床身優化方向應選擇加強中間段,使床身的質量向中部集中??梢赃m當的改變床身內部的筋板形式與布局,優化其壁厚和筋板的厚度。提高床身的抗扭性能,前期研究表明:在床身的薄弱部位增加 X 型筋板能夠有效地提的提高抗扭性能。
4)在較高階模態,特別是第十階模態,除了有主軸箱的擺動振動,還有床身頭部的扭轉振動以及主軸的扭轉振動,考慮增加主軸箱箱體與床身結合部之間的剛度。可通過適當增加結合部的螺栓數目及預緊力的提高加工精度等實現。對于主軸的振動,可提高軸承的剛度,例如選用剛性更好的軸承或是適當的增加軸承的預緊。
總之,要達到高效優質的加工效果,對機床部件及其組成的整機結構都有相對較高的要求.為了適應振動切削加工,深孔鉆床機床應具有高剛度、高抗振性,比傳統機床動態性能高5~10 倍,靜剛度50%左右,通常不小于 100 N/μm。
3、結語
1)本文建立了 TK2120 型深孔鉆床整機的動力學模型,利用吉村允孝積分法計算出各個結合面的等效剛度及阻尼,采用有限元法對整機進行模態分析,根據分析結果對整機結構提出了改進意見,提高整機的固有頻率,增強機床整體的動力特性提供了重要的理論依據。
2)對整機有限元法進行了有益嘗試。把 CAD 與 CAE相結合,在設計初期階段及結構優化改進階段幫助進行建模與分析是現代機床設計發展的趨勢。由于整機有限元法涉及結合面剛度值的確定較為困難,因此機床整機的全面分析具有一定難度,同時也說明在這方面還有待研究的進一步深入。這種方法簡單、系統、快捷,將會有更廣闊的應用前景。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

