


基于 PLC 和觸摸屏的數控鉆床控制系統
2018-9-28 來源: 廣東石油化工學院 機電工程學院 作者:黃伯志 鄧昌奇
摘 要:根據鉆床加工的需求,設計一種數控鉆床控制系統,系統采用 PLC 與觸摸屏結合的自動控制。 介紹鉆床的加工要求與工作原理,控制系統的軟件設計,以及人機界面的設計實現過程。
關鍵詞:PLC;觸摸屏;數控鉆床;設計;實現
傳統的普通鉆床鉆孔的精度和效率受到工人的熟練程度、疲勞程度等人力因素影響較大,滿足不了現代工業的發展需求,影響到企業的生存、發展和經濟效益,因此大多數生產廠家都采用高度自動化的生產線。 為了使工業控制更加簡單化、具體化,介紹一種基于 PLC 與觸摸屏的人機界面數控鉆床控制系統的設計,以方便操作者的操作與監控,來提高傳統普通鉆床控制精度和生產效率。
1 、控制要求
PLC與觸摸屏控制鉆床的加工要求 : 在觸摸屏 ,操作者可輕輕地接觸界面的圖形與符號 ,實現自動、手動、啟動、停止、急停等控制功能;在觸摸屏可設定工件鉆孔的孔數、進給量、進給循環次數;可在觸摸屏顯示鉆頭運行、工件旋轉狀態以及已鉆孔的孔數。
2 、硬件設計
工作鉆削時,工件固定在工作臺上,鉆頭旋轉為主運動,鉆頭軸向移動為進給運動。 數控鉆床的刀具的進給和工件的旋轉分別由兩臺步進電動機拖動,鉆頭的進給由步進電機控制上下移動,鉆頭主軸(設為 Z軸)旋轉由三相交流電機驅動,轉速由變頻器調節控制,工件的旋轉軸(設為 B 軸)由步進電機驅動,采用PLC 為控制核心。
系統硬件結構設計如圖 1 所示。
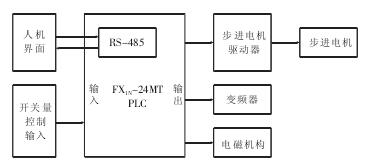
圖1系統硬件結構
3 、軟件設計
3.1 PLC控制系統的 I/O 分配
根據系統設計方案要求,PLC 的輸入元件包括啟動、停止按鈕,手動、自動工作方式選擇切換開關,Z 軸主軸點動、B 軸點動按鈕,B 軸清零按鈕、 行程控制開關,Z 軸清零按鈕,B 軸清零按鈕, 控制 Z 軸正向和負向的行程限位開關等。 PLC 的輸出元件包括 Z 軸步進電機三相繞組、B 軸步進電機三相繞組、 冷卻液電機接觸器線圈
、鉆頭主軸電機接觸器線圈。
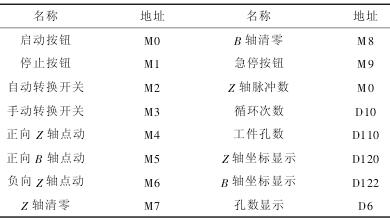
觸摸屏畫面上的按鈕產生的信號不能送給 PLC 的輸入繼電器(如X000), 必須用輔助繼電器 M 來傳遞 , 因 為它們的ON / OFF 狀態惟 一地取決于外部輸入電路的通斷狀態,不能用觸摸屏上的按鈕來改變。 PLC 的地址分配如表 1 所示。
表 1 PLC 的地址分配
3.2 程序流程
系統控制流程如圖 2 所示。 初始化是檢測所輸入信號是否滿足條件要求,如啟動、過載的要求。 程序有手動控制程序和自動控制程序,手動控制程序包括主軸鉆頭上升或下降、工作臺旋轉等;自動控制程序包括冷卻液開、主軸鉆頭旋轉、自動上升或下降等。
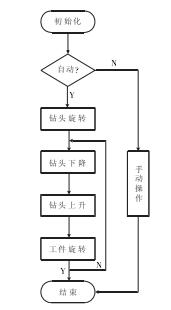
圖 2 系統控制流程
3.3 程序邏輯
PLC 是自動線控制系統的關鍵設備, 自動線在各種工作方式下的全部工作過程都是在 PLC 和觸摸屏的監控下進行的。 選擇 FX1N-24MT 型 PLC, 24VDC 穩壓電源。
用 PLC 提供有關的指令編寫梯形圖,如圖 3所示。
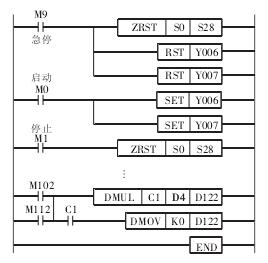
圖 3 程序梯形圖
4 、觸摸屏畫面設計
選用MT506T(320×240)觸摸屏來實現系統控制。根據系統要求,觸摸屏需要設置如下畫面:
(1)開機顯示的首頁畫面,如圖 4 所示。
(2)功能畫面,如圖 5 所示。
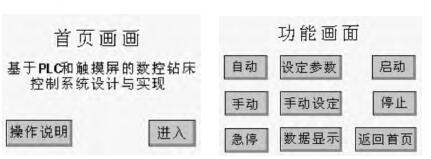
圖 4首頁畫面圖 圖5 功能畫面
(3)設定參數畫面,如圖 6 所示。在按下“自動”前提下,單擊“設定參數”按鈕,畫面將切換到設定參數畫面,用戶可以在此設定系統的相關參數。
(4)手動設定畫面,如圖 7 所示。
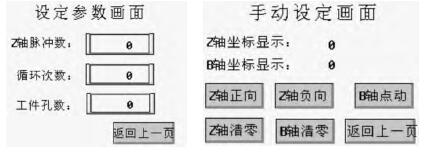
圖6 設定參數畫面 圖 7 手動設定畫面
在按下“手動”前提下,單擊“手動設定”按鈕,畫面將切換到手動設定畫面, 用戶可以在此手動控制相關操作。
(5)數據顯示畫面,如圖 8 所示。單擊“數據顯示”按鈕,畫面將切換到數據顯示畫面,用戶可以觀察自動運行的狀態。
(6)操作說明畫面,如圖 9 所示。
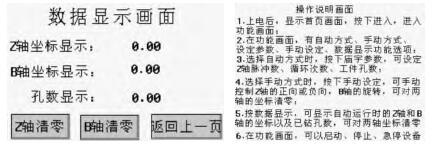
圖 8數據顯示畫面 圖 9 操作說明畫面
在首頁畫面,觸控“操作說明”按鈕,畫面將切換到操作說明畫面,用戶可以在此查看系統的相關操作說明,閱讀完后,任意觸控其畫面,畫面將切換到首頁畫面。組態軟件采用 Easy Builder500 。 編程好觸摸屏畫面后,即可進行編譯:執行“工具”菜單命令,選擇“編譯”;編譯通過后,將畫面下載到觸摸屏。
在下載屏幕文件之前,應使用規定的通信電纜連接觸摸屏的通信接口與計算機的 RS-232C 接口,將觸摸屏切換到下載模式,設置好通信參數,然后執行組態軟件的下載命
令,將屏幕文件寫入到觸摸屏的存儲器。
5 、結語
由于運用 PLC 與觸摸屏的結合控制,因此 PLC 的I/O 點數較少,接線較為簡單 。 經過安裝與調試 ,系統運行后,人機界面顯示清晰,使用方便,更加人性化,運行安全可靠,大大提高了生產效率,降低了勞動強度。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

