



C620-1 車床羅通手柄故障診斷與維修
2020-4-14 來源:安徽工業經濟職業技術學院 作者:楊竟成
在普通車床的速度調節機構中,走刀速度的調整是通過羅通手柄動作來實現的,在走刀箱內部,它連接著一組塔形齒輪,可以獲得 8 組傳動比,在車床的加工中起著重要作用。 以下就介紹一例在實習教學過程中出現的羅通手柄故障實例及其解決的辦法。
1、 故障現象
在普通車床實習操作過程中, 學生在進行車床切削加工中為提高切削效率, 通過調整進給量來實現部分工藝參數的調整。 在使用羅通手柄對 C620-1 車床進給箱塔形齒輪連接位置進行調整時, 發現羅通手柄上下推動過緊且無法實現左右滑移,出現咬死現象。
2、 故障分析
普通車床羅通手柄機構故障大多情況下出現的原因如下:
1)切削加工中進給量過大,造成進給箱內部過載 ,使操縱機構變形。
2)羅通操作手柄潤滑不到位,缺乏保養和及時的檢修。
3)在使用中產生磨損變形,造成操縱不良,無法移動或移動不暢。
綜合以上情況,對機床相關系統進行分析過程如下。
2.1 傳動系統分析
C620-1 進給機構的傳動系統如圖 1 所示:
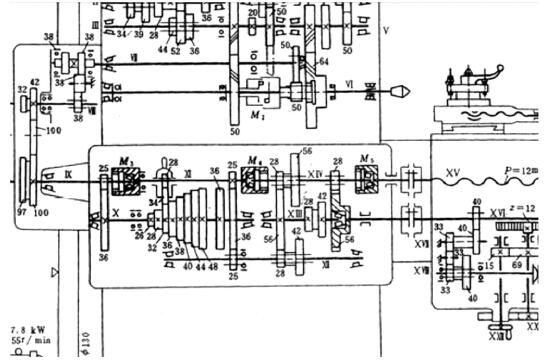
圖 1 C620-1 進給機構的傳動系統
在圖 1 的傳動系統中,28 號羅通手柄是一過橋齒輪,其主要作用是將從Ⅹ號軸上的動力通過它傳給Ⅺ號軸,在這個過程中,由于在Ⅹ號軸上固定的是由 8 個齒輪組成的塔輪機構,通過羅通手柄的左右滑動,將Ⅹ號軸上旋轉動力按不同的級數傳遞給Ⅺ號軸, 實現進給機構的有級變速,滿足切削工藝需求。
在操作調速中,羅通手柄左右和上下移動不暢,從傳動系統中分析,可能是羅通手柄下滑移齒輪與Ⅺ號軸之間配合出現問題,打開羅通手柄機構掛板,通過查看Ⅹ號軸、Ⅺ號軸相關配合的齒輪, 同時也檢查了兩根軸的幾何尺寸精度,沒有發現明顯異常。
2.2 潤滑系統分析
普通 C620-1 車床上進給機構的潤滑采用的是滴油潤滑的方式。 在潤滑時,進給箱上部的油池通過 6 根棉線的浸油方式將油慢慢的滴入旋轉的齒輪和齒輪軸上部。經檢查, 進給箱內齒輪及齒輪軸上包裹著一層油膜,6 根下垂的棉線浸油飽滿,潤滑系統工作正常。
2.3 操作系統分析
操作系統分析是與當班指導教師進行溝通,確認實訓加工零件材料與相關工藝, 當班與近期主要安排的是PVC 材料的加工。 對于這種材料,在軸向進刀上沒有大的力量需求,不存在過載扭矩。
2.4 空間配置結構分析
羅通手柄在空間配置上,因為操作的需要是安放在進給箱的外側,通過 6 個螺釘實現固定(見圖 2)。空間位置上要保證三個方面的機械要求:
1)保證羅通手柄連接的滑桿左右滑移時要與進給箱內部的Ⅹ、Ⅺ兩軸保持平行。
2)保證羅通手柄在上下扳動時,旋轉端面要與Ⅹ、Ⅺ兩軸保持垂直。
3) 保證羅通手柄在 8 個速度位置要有定位互鎖功能,保證在機床進給箱工作時不脫檔,確保工作的穩定。要保持上述的三項機械要求,必須保證運動件之間的配合間隙(H7 / f7),太大易竄,太小運動不暢。
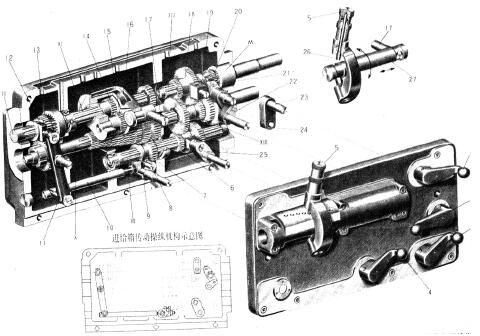
圖 2 羅通手柄空間配置
拆下連接羅通手柄機構掛板, 手工檢查手柄機構左右(軸向)、上下(徑向)運動情況,發現有明顯的阻滯現象,具體表現為在運動的前段,開始出現阻力現象,越向后,阻力越大,仔細觀察,導向軸上有明顯摩擦痕跡。 經打表檢查,導向軸沒有變形,由此而判斷是與導向軸配合的掛板導向孔出現問題。 見圖 3
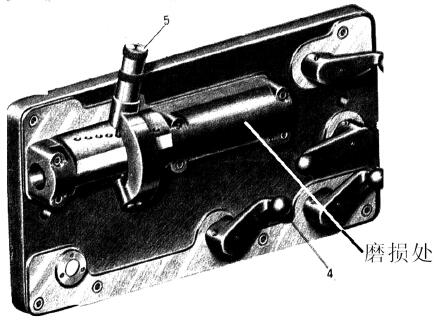
圖 3 導向軸
打開導向孔零件,如圖 4 所示。
經檢測, 該導向孔在軸向偏差 0.30mm, 圓度偏差0.20mm,位置如圖 4 箭頭所指 ,經試裝調整 ,確認在羅通手柄向右移動時,初期有阻力,越向后,阻力越大。
故障癥狀與判斷相符。
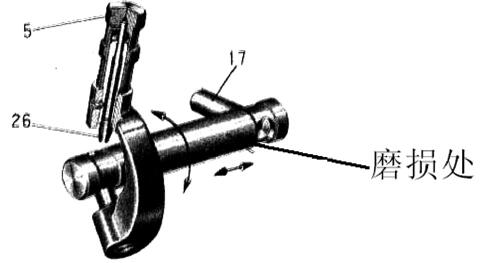
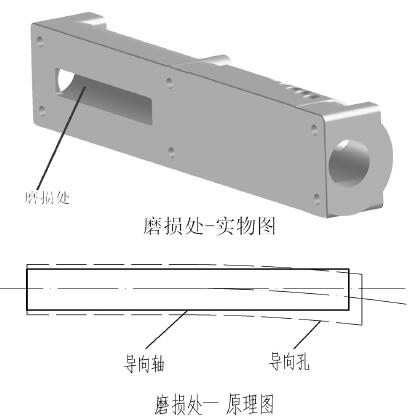
圖 4 導向孔零件
3 、解決方法
根據分析的結果,故障的原因是在操作中移動羅通手柄調速時,沒有到達鎖孔位置而強行開車,內部過橋齒輪沒有與塔形齒輪正確嚙合,受到擠壓后,使導向軸滑桿與導向孔之間發生徑向擠壓。 長期的擠壓造成導向孔頭部側向變形,出現羅通手柄調速困難狀況。
解決的辦法是將導向孔擴大,因為從總的行程上看,出現問題的只是一小段,部分擴大尺寸不會影響羅通手柄的滑桿的運動精度。 用 800# 砂紙進行修磨,邊修邊試,直至達到運行順暢要求。 最后注脂安裝。
4 、結束語
通過修整導向孔徑尺寸,解決了機床進給機構中羅通手柄調速困難的問題,從這類故障中看出,要使機床保證正常工作, 正確的操作是減少機床故障的主要方法之一,在今后的實習教學中,要嚴格要求,防止這類故障的發生。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

