



數控機床進給軸位置精度的測量與優化
2021-3-8 來源: 武警海警學院機電管理系 作者:楊少兵 陳忠維
摘要 數控機床進給軸位置精度對加工精度具有重要影響。通過使用雷尼紹XL-80型激光干涉儀測量某型數控車床X、Z軸的定位誤差數據,利用軟件分析得到反向間隙補償值和螺距誤差補償值,并在西門子840D sl數控系統中進行反向間隙補償和螺距誤差補償;兩進給軸誤差補償前后位置精度的實際測量結果表明,其定位精度和重復定位精度得到了顯著的提高。
關鍵詞 數控機床;進給軸位置精度;激光干涉儀;反向間隙補償;螺距誤差補償
數控機床加工精度主要由加工刀具與工件間穩固的相對位置決定,而進給軸位置精度是刀具與工件相對位置的基本決定因素。因此,提高機床進給軸的位置精度,對提高工件的加工品質具有重要意義。機床進給軸的位置精度主要表現在滾珠絲杠反向間隙、直線運動軸定位精度及重復定位精度 3 個方面。在機床裝配調試與運行管理維護過程中,通常使用數控系統軟件補償方式,以消除因零部件制造誤差、裝配誤差、運行磨損等引起的進給軸直線運動位置誤差,如反向間隙、螺距誤差等,進而提高進給軸的位置精度。
本文以某型配備西門子 SIMUMERIK840D sl 系統的機床為研究對象,其數控系統配備PCU 50.5-C控制單元、NCU 710.2數控單元;進給軸 X 有效行程為 1100 mm,測量裝置為海德漢LS187C-1340型光柵尺;Z軸有效行程為370 mm,測量裝置為海德漢 LS187C-440 型光柵尺。在其精度調試過程中,使用雷尼紹 XL-80 型激光干涉儀實現對直線運動軸 X 與 運動位置精度的測
量;基于對應的運行誤差數據,求得相應進給軸滾珠絲杠的反向間隙補償值和螺距誤差補償值,并在數控系統中對反向間隙和螺距誤差進行軟件補償,以實現提高X、Z軸位置精度的目的。
1 、進給軸位置誤差測量
使用激光干涉儀XL-80測量系統的線性測長組件測量進給軸的位置誤差,主要包括激光頭、補償器、帶云臺的三腳架及線性測量鏡組。線性測量鏡組主要由分光鏡、線性反射鏡及光靶組成。數據采集與分析分別使用專用的線性測長軟件與數據分析軟件。下面以X軸為例,介紹進給軸位置誤差測量。
1.1 激光干涉儀測量準備
測量 X 軸線性位移時,主要測量組件在機床上的基本布置如圖1所示。應先做好測量前的準備工作。
1)在X軸運行方向前方穩固地架設好三腳架與云臺,在云臺上固定好激光頭,調整位姿微調旋鈕,使各個方向的調整行程處于中間位置。
2)連接好激光頭電源及溫度、濕度傳感器,打開電源開關,轉動激光頭光閘,使射出的激光束最細;調節三腳架位置與腳的高度,配合使用系統自帶的微型水平儀,使激光頭水平,且射出的激光束與X軸運行方向基本平行。
3)將 X 軸滑臺移動到離激光頭最近的位置,在滑臺上固定好反射鏡;調整磁力表座位置和高度,配合使用微型水平儀與光靶,使反射鏡水平,且激光正中光靶靶心。
4)利用手輪緩慢移動滑臺遠離激光頭,調整云臺的左右角度,使光點向相反方向偏離光靶中心大致相同的距離;移動滑臺靠近激光頭,調整云臺的左右位置,使激光束正中反射鏡靶心。
5)重復過程 4),直至 X 軸移動過程中激光束始終擊中反射鏡靶心而不偏離,此時激光束與 X軸運行方向已完全平行;去掉光靶,旋轉激光頭閘至工作位置,反射光束應全部射入激光接收孔,激光頭5個信號強度指示燈應至少點亮4個。
6)在激光頭與反射鏡之間的合適位置固定好分光鏡,將分光鏡分光到反射鏡的一側用光靶蓋住,調整磁力表座位置與高度,使分光鏡的反射光束完全射入激光頭接收孔,且信號強度指示燈至少點亮4個。
7)取下分光鏡分光到反射鏡一側的光靶,此時激光束應通過分光鏡至反射鏡,反射后光束再次回到分光鏡,并與分光鏡上的反射光束產生干涉,干涉光束被激光頭接收,接收信號強度指示燈應至少點亮4只。測量準備工作完成。
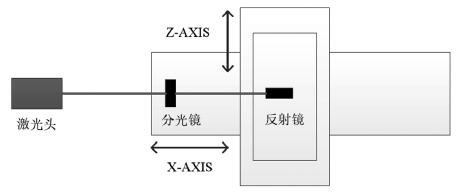
圖1 測量X軸線性位移主要組件在機床上的基本布置圖
1.2 數據測量
激光干涉儀安裝就緒后,編寫專門用于數據測量的機床運行程序,并設置好數據采集軟件,運行數控程序,便可實現數據的自動采集。數據測量前,應在數控系統中將反向間隙值設置為
0,即MD32450 BACKLASH[1]=0;禁止螺距誤差補償,即32700 ENC_COMP_ENABLE[1]=0 。
1.2.1 機床進給軸測量運行程序
機床 X 軸有效行程為 1100 mm,絕對坐標位置為-450.000~+650.000,數據測量間隔為100 mm,每一行程共測量 11 個點的數據。故設置數控程序起始點為-400、終止點為600,每運行100 mm停止 4 s,等待激光干涉儀采集數據;滑臺運行到兩端后越程 4 mm 返回,共運行 5 次。數控程序如下:
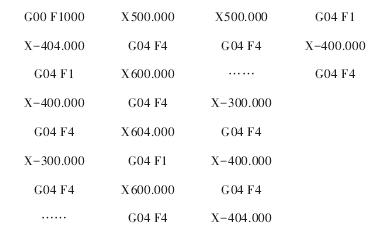
啟動數控程序,當滑臺從-404 mm 運行到-400 mm位置、即在第一個GOF4處時,暫停程序,待設置好數據采集軟件后再開始運行。
1.2.2 線性位移數據采集與分析
啟動電腦上的線性測長軟件,按照提示的步驟,進行數據采集參數設置。設置第一定位點0 mm、最終定位點1000 mm,間距值100 mm,精度為小數點后3位;設置測量定位方式為線性定位,測量次數為 5 次,方向為雙向;填寫測量時間、地點等信息;數據采集方式、停止周期、越程大小等為缺省值。完成上述設置后,軟件自動開始測量,自動采集的第一個數據為 0.000 mm
。此時啟動數控程序,軟件便自動在每個暫停時間段采集相應的線性位移數值,直至全部 55 個點的數據采集完畢。
打開數據分析軟件,X軸線性測長誤差曲線如圖2所示,其中橫坐標表示測量目標值、縱坐標表示實測值與目標值的差值。
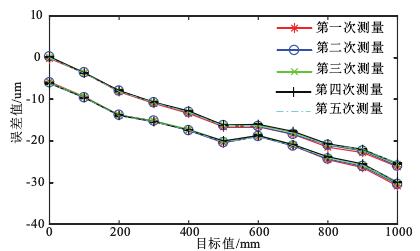
圖2 X軸線性測長誤差曲線
在“分析數據”菜單中選擇“ISO 230-2 1997統計數表”項,用軟件計算出實際的各項誤差值。可以得到,X軸反向間隙為6.1 μm、重復定位精度為6.8 μm、定位精度為31.4 μm。
2 、反向間隙補償與螺距誤差補償
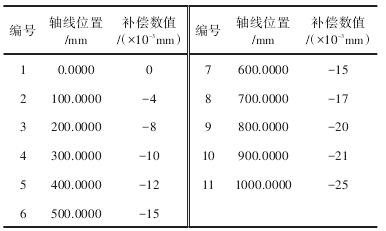
根據測得的實際誤差值,利用數據分析軟件,得到補償數據。在“分析數據”菜單中選擇“誤差補償圖表”,設置圖表類型為“均值補償”,補償類型為“絕對值”,補償分辨率為0.001 mm,正負符號轉換為“誤差值”,補償起點為0、終點為1000 mm,間隔為 100mm。然后單擊“繪制誤差補償圖表”,得到軸反向間隙補償數據為-0.0004 mm。螺距誤差補償數據如表1所示。
表1 X軸螺距誤差補償數據
2.1 反向間隙補償
根據上述誤差數據,將反向間隙補償值輸入到數控系統中,即MD32450 BACKLASH[1]=-0.004,然后按 Reset,機床回參考點后反向間隙補償生效。
2.2 螺距誤差補償
根據西門子 840D sl 數控系統螺距誤差補償使用說明,按如下步驟進行螺距誤差補償:
1)根據“誤差補償圖表”編制補償文件,文件名為X-BUCHANG.MPF,如表2所示。
表2 X軸誤差補償文件
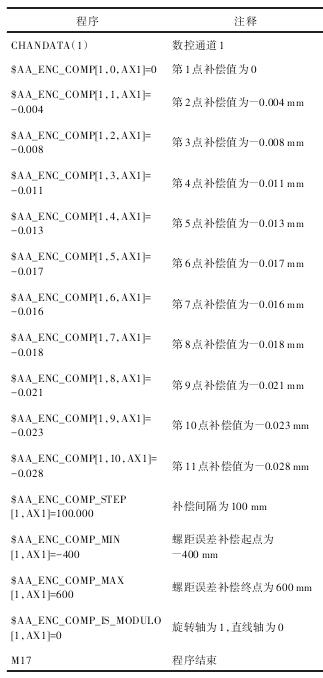
注:方括號內第 1 個“1”代表測量系統為光柵尺、第 2 個數字代表補償點,“AX1”表示軸1,即X軸
2)計算補償點數N:

式中:Cmax表示補償位置坐標上限,Cmin表示補償位置坐標下限,C 表示補償間距。
根據 X 軸實際情況,其補償點數 N 為 11。在數控系統中設置參數 MD38000[1]=11,方括號中的“”表示機床采用光柵尺作為測量系統。修改參數MD38000時應注意數據備份。
3)設置參數 MD32700=0,將上述螺距誤差補償文件 X-BUCHANG.MPF 拷貝到數控系統中,并執行一次;再將 MD32700 設置為 1,按復位鍵,機床回參考點,螺距誤差補償功能立即生。
3、 誤差補償前后進給軸位置精度對比
X 軸反向間隙補償和螺距誤差補償生效后,使用 XL-80 激光干涉儀再次測量該軸的位置精度,其線性測長誤差曲線如圖3所示。
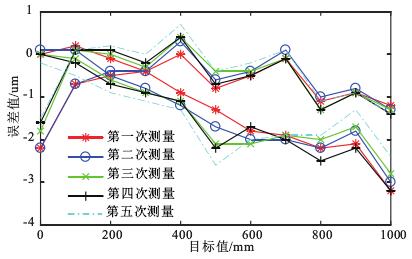
圖3 X軸誤差補償后線性測長誤差曲線
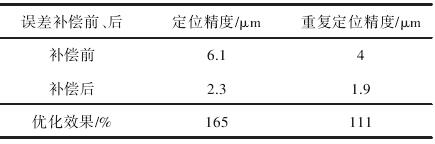
X 軸進行誤差補償前后,其位置精度數值如表 3 所示,定位精度提高了 598%,重復定位精度提高了106%。該機床 Z 軸有效行程范圍為−330~40 mm,設置補償初始位置為−300、終止位置為0,間距為50 mm,共補償 7 個點。按照 X 軸補償方法,對 Z軸進行反向間隙補償與螺距誤差補償。如表4所示,補償后定位精度提高了 165%,重復定位精度提高了111%
。
表3 X軸誤差補償前后位置精度對比
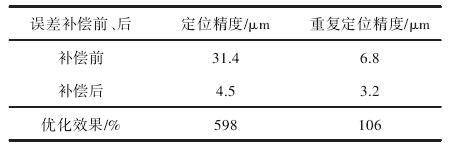
表4 Z軸誤差補償前后位置精度對比
4 、結束語
在新機床的裝配調試與舊機床的維護保養中,利用激光干涉儀測量進給軸的位置誤差,并在數控系統中進行反向間隙補償和螺距誤差補償,能有效地提高進給軸的位置精度。這項工作對提高加工質量、節約經費等具有重要意義。本文講述的機床進給軸位置誤差補償方法和過程具有普遍性,不同的測量方法、不同的數控系統,均能實現軟件誤差補償功能,應在機床的調試和維護中大力普及和推廣。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

