


基于機(jī)電系統(tǒng)的錐齒輪在機(jī)測(cè)量系統(tǒng)研究
2016-10-28 來源:天津大學(xué) 南車青島四方機(jī)車車輛股份有限 作者:萬國(guó)強(qiáng) 劉瓊 宋德剛 宋龍龍1
摘要:機(jī)電一體化系統(tǒng)中的機(jī)械裝置包括傳動(dòng)、支撐和導(dǎo)軌。錐齒輪傳動(dòng)是機(jī)電一體化系統(tǒng)中常用的傳動(dòng)裝置,它在伺服運(yùn)動(dòng)中的主要作用是實(shí)現(xiàn)伺服電機(jī)與執(zhí)行機(jī)構(gòu)間的力矩匹配和速度匹配,還可以實(shí)現(xiàn)直線運(yùn)動(dòng)和旋轉(zhuǎn)運(yùn)動(dòng)的轉(zhuǎn)換。傳動(dòng)效率與齒輪參數(shù)、齒面的相對(duì)滑動(dòng)速度、加工精度、齒面粗糙度、材料和熱處理、潤(rùn)滑狀況有關(guān)。錐齒輪為復(fù)雜曲面零件,傳統(tǒng)的錐齒輪的測(cè)量方法是通過三坐標(biāo)測(cè)量?jī)x來進(jìn)行相關(guān)參數(shù)的測(cè)量,存在重新裝卡和檢測(cè)成本高以及精度不夠、嚙合性能低等問題。提出基于機(jī)電一體化系統(tǒng),開發(fā)錐齒輪在機(jī)測(cè)量系統(tǒng),以便在同一臺(tái)機(jī)床上完成錐齒輪的加工和測(cè)量。主要分析了錐齒輪的齒距偏差和齒面誤差測(cè)量的方法,進(jìn)行了在機(jī)測(cè)量系統(tǒng)的結(jié)構(gòu)和功能研究,采用MATLAB與Vc++混合編程的方法開發(fā)了錐齒輪在機(jī)測(cè)量體系。
關(guān)鍵詞:機(jī)電系統(tǒng);錐齒輪;在機(jī)測(cè)量;齒面誤差;齒距偏差
0.引言
齒輪傳動(dòng)的精度越低,噪聲越大。在機(jī)測(cè)量是指利用數(shù)控機(jī)床的坐標(biāo)系和運(yùn)動(dòng)控制來對(duì)工件空間坐標(biāo)進(jìn)行測(cè)量,以達(dá)到提高加工質(zhì)量和傳動(dòng)效率,節(jié)省檢測(cè)時(shí)間和測(cè)量成本的目的。為了切削高精度、嚙合性能優(yōu)異的錐齒輪,需要采用精密的測(cè)量?jī)x器對(duì)齒輪的齒距偏差和齒面誤差進(jìn)行測(cè)量。本文將基于機(jī)電一體化系統(tǒng),依據(jù)錐齒輪的齒距偏差和齒面誤差的誤差評(píng)定方法,進(jìn)行錐齒輪的測(cè)量點(diǎn)路徑規(guī)劃,自動(dòng)生成測(cè)量程序,滿足齒輪傳動(dòng)的精度需求,提高傳動(dòng)效率。
1.錐齒輪在機(jī)測(cè)量系統(tǒng)
基于機(jī)電一體化傳動(dòng)系統(tǒng),錐齒輪在機(jī)測(cè)量系統(tǒng)采用數(shù)字控制嵌入個(gè)人計(jì)算機(jī)的模式,將運(yùn)動(dòng)控制卡PMAC與PC進(jìn)行組合。這種組合能夠充分地保證數(shù)控系統(tǒng)的性能,而且軟件的通用性強(qiáng),編程處理靈活。工業(yè)PC作為主控計(jì)算機(jī),承擔(dān)人機(jī)交互的工作,可以做數(shù)據(jù)處理,實(shí)現(xiàn)圖像化交互,以便給下位機(jī)發(fā)送控制指令。上位機(jī)軟件采用VC++6.0開發(fā),可操作性強(qiáng)。本論文開發(fā)錐齒輪在機(jī)測(cè)量系統(tǒng)模塊。在機(jī)測(cè)量系統(tǒng)的框架如圖1所示。
錐齒輪在機(jī)測(cè)量系統(tǒng)包含硬件部分和軟件部分。
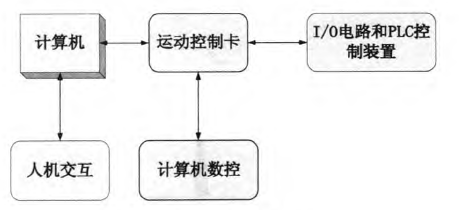
圖l錐鹵輪在機(jī)測(cè)量系統(tǒng)
測(cè)頭和接收器是硬件部分的主要部件。本文采用通用五軸加工中心的OMP400三維觸發(fā)式測(cè)頭,0MP400測(cè)頭的直徑為40mm,長(zhǎng)度為50mm,可以選配不同長(zhǎng)度的測(cè)針,以測(cè)量不同大小規(guī)格的齒輪精度。OMP400測(cè)頭沿單一方向的重復(fù)定位精度為0.25um,該精度可以滿足國(guó)標(biāo)所規(guī)定的齒輪精度的測(cè)量,另外測(cè)量速度范圍在10mIIl,min~l州min,在z軸方向上允許6mm的超程。該測(cè)頭采用360。紅外線傳輸方式,最大傳輸距離可達(dá)4m。選用OMI.2接收器來接收測(cè)頭所發(fā)出的紅外線,一旦接收器接收到信號(hào),就會(huì)觸發(fā)系統(tǒng)的繼電器,系統(tǒng)將識(shí)別獲取該信號(hào),并將x軸,Y軸,z軸編碼器的值記錄在一個(gè)數(shù)據(jù)庫(kù)中,這些值即為測(cè)量的實(shí)際坐標(biāo)值。

圖二oMP4()(J=維觸發(fā)式刪頭
軟件部分:通過系統(tǒng)界面輸入錐齒輪的齒坯參數(shù),結(jié)合錐齒輪齒面數(shù)學(xué)模型,根據(jù)誤差評(píng)定方法,進(jìn)行齒距偏差和齒面誤差測(cè)量點(diǎn)規(guī)劃,并自動(dòng)生成測(cè)量NC程序,將刀盤換上測(cè)頭,即可開始錐齒輪的在線測(cè)量。圖3為在機(jī)測(cè)量結(jié)構(gòu)。
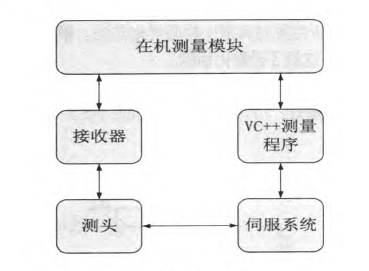
圖3在機(jī)測(cè)量結(jié)構(gòu)
2.錐齒輪齒距偏差和齒面誤差
與標(biāo)準(zhǔn)漸開線圓柱齒輪不同,錐齒輪的齒面目前世界上并無標(biāo)準(zhǔn)的齒形可供參考,因此測(cè)量時(shí)需要提供的理論齒面量測(cè)數(shù)據(jù)包含齒面點(diǎn)位置Rlo舯和法向量N。o枷,其中(i,j)代表空間位置點(diǎn)列和行的序號(hào)。這兩個(gè)參數(shù)可由齒面數(shù)學(xué)模型獲得,其中齒面空間位置點(diǎn)誤差為實(shí)際齒面R。o∞與理論齒面RIom的空間位置點(diǎn)位置的差值;實(shí)際空間位置點(diǎn)位置R。“∞通過數(shù)控系統(tǒng)讀取x軸,Y軸,z軸的編碼器或者光柵尺的數(shù)據(jù)得到。實(shí)際齒面點(diǎn)位置向量減去理論齒面點(diǎn)位置向量就是齒面位置誤差。表達(dá)式如式(1):
將上式與齒面位置誤差法向量?jī)?nèi)積,就能得到齒面空間位置法向誤差:
一般以該齒面空間位置法向誤差作為評(píng)判齒面誤差的評(píng)定標(biāo)準(zhǔn)。
本文采用端面滾切法加工出來的錐齒輪的理論齒面位置和理論齒面法向量。測(cè)量離散點(diǎn)的理論空間坐標(biāo),本文將齒面劃分為5x7的網(wǎng)格,然后將齒面沿著軸截面進(jìn)行投影,齒面網(wǎng)格點(diǎn)的坐標(biāo)與實(shí)際齒輪齒面的坐標(biāo)點(diǎn)滿足坐標(biāo)旋轉(zhuǎn)投影變換公式(3):
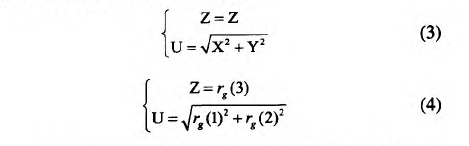
為了求得網(wǎng)格節(jié)點(diǎn)的坐標(biāo)值,得先求出四個(gè)頂點(diǎn)A(ZA,UA),B(ZB,UB),C(ZC,UC),D(ZD,UD)的值。A,B,C,D四個(gè)頂點(diǎn)為錐齒輪背錐,前錐,面錐,根錐的頂點(diǎn)。根據(jù)初始搖臺(tái)角和終止搖臺(tái)角的設(shè)定,可以求得A,B,C,D四點(diǎn)滿足的邊界條件,然后根據(jù)錐齒輪的節(jié)錐角,面錐角,根錐角求得四個(gè)頂點(diǎn)的坐標(biāo)。根據(jù)這四個(gè)頂點(diǎn)的坐標(biāo)利用網(wǎng)格平行等分關(guān)系,進(jìn)行編程處理,可求得其他網(wǎng)格節(jié)點(diǎn)的坐標(biāo)值(Z,U)。將網(wǎng)格節(jié)點(diǎn)的坐標(biāo)值代入公式(4)中,構(gòu)成非線性方程組,將這些公式通過MATLAB軟件來進(jìn)行計(jì)算,利用fSolve函數(shù),x=fSolve(@fsolvefunl,x0,options)求解非線性方程組,可以求得所要測(cè)量的理論齒面離散點(diǎn)的空間坐標(biāo)值(X,Y,z)。通過這些坐標(biāo)點(diǎn)來進(jìn)行錐齒輪齒面誤差的測(cè)量。
3.開發(fā)測(cè)量系統(tǒng)
采用Vc++6.0軟件,基于開放式機(jī)電一體化系統(tǒng),開發(fā)錐齒輪在機(jī)測(cè)量模塊。程序設(shè)計(jì)包含了以下模塊:
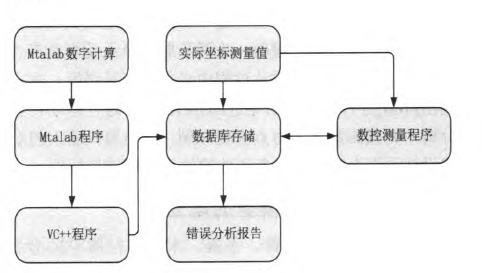
圖4在機(jī)測(cè)量模塊
1)數(shù)據(jù)存儲(chǔ)和輸入模塊,該模塊包含:開發(fā)輸入?yún)?shù)的界面,加工錐齒輪需要輸入齒輪形狀基本參數(shù)、齒坯參數(shù)、VC++程序、測(cè)量程序以及實(shí)際坐標(biāo)值。通過在數(shù)控系統(tǒng)中建立一個(gè)VC++數(shù)據(jù)類Cdata—Stock來處理。
2)數(shù)值計(jì)算處理模塊。本文使用MATLAB軟件來完成錐齒輪端面滾切法加工的數(shù)學(xué)計(jì)算。將通用五軸加工中心x軸、Y軸、z軸、A軸、C軸的數(shù)學(xué)表達(dá)式和齒面測(cè)量點(diǎn)規(guī)劃的數(shù)學(xué)表達(dá)式編寫成.m文件,并.m文件導(dǎo)入到MATCOM軟件中,將由MATLAB生成的.m文件轉(zhuǎn)換為能由visual C++能識(shí)別的.h和.cpp格式文件。并將生成好的.h和.cpp格式文件放入到錐齒輪數(shù)控加工系統(tǒng)的vC++程序文件夾中,從而在Visual C++的環(huán)境下調(diào)用數(shù)學(xué)公式。
3)測(cè)量Nc程序生成模塊。根據(jù)數(shù)值計(jì)算處理模塊獲得的齒面誤差測(cè)量的坐標(biāo)值和齒距偏差測(cè)量的坐標(biāo)值,按x坐標(biāo)值,Y坐標(biāo)值,Z坐標(biāo)值的格式將坐標(biāo)值存儲(chǔ)到.txt文件中,然后系統(tǒng)通過讀取.txt中的坐標(biāo)值,按照G31 X_Y_z-F-G01 z_的格式生成Nc測(cè)量程序。4)誤差分析模塊。由測(cè)頭碰觸將測(cè)得的錐齒輪的實(shí)際坐標(biāo)值保留到.txt文件中,并將齒距偏差和齒面誤差評(píng)定的數(shù)學(xué)公式寫入到系統(tǒng)模塊中,通過讀取理論坐標(biāo)值,實(shí)際坐標(biāo)值,齒面法向量進(jìn)行計(jì)算,最終通過畫圖以及文字的形式生成齒輪誤差分析的報(bào)告。下面的程序?yàn)楂@得齒輪齒面檢測(cè)點(diǎn)數(shù)的VC++程序:bool CBmsDlg::GetTotalPoint(),,獲取齒輪齒面檢測(cè)點(diǎn)總數(shù)
{CStmoFile InyFile;
i f(!(m y F i l e.O p e n(s t r A d d P a t h,CFile::modeRead,NULL)))
{myFile.C10se();,,獲取程序的總段數(shù),提示準(zhǔn)備好
sc鋤f(ShIle,”;%d,%dfI,&i,&j);
m—MeasSigll.iMeasTo拓IlPoin仁i;
stri.Fomat(”%d1.,i);}
retIlnltrtle;}
經(jīng)測(cè)量完的齒輪精度分析報(bào)告的界面顯示如圖6所示。
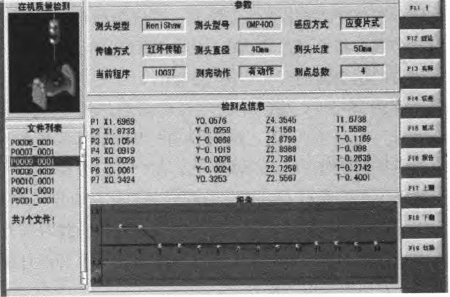
圖5錐齒輪在機(jī)測(cè)量界面
4.結(jié)束語
機(jī)電一體化系統(tǒng)將機(jī)械、電子與信息技術(shù)有機(jī)結(jié)合,以實(shí)現(xiàn)產(chǎn)品運(yùn)行和生產(chǎn)過程整體最優(yōu)化,如:機(jī)器人、數(shù)控機(jī)床和電子技術(shù)裝備的結(jié)合。本文通過研究錐齒輪的齒距偏差和齒面誤差的評(píng)定方法,規(guī)劃測(cè)量點(diǎn)路徑,并開發(fā)錐齒輪在機(jī)測(cè)量系統(tǒng)模塊,有效地解決了錐齒輪加工復(fù)雜、難以達(dá)到高精度的問題,基本滿足機(jī)械傳動(dòng)裝置中高精度、低摩擦、極小回程誤差等要求。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別