


一種新型圓形槽加工刀具
2020-3-24 來源:陜西法士特齒輪有限責任公司 作者:張永超,柯昌全
摘要:同步器是汽車變速箱的一個重要零部件,在汽車換擋過程同步器能降低對齒輪沖擊和噪音,提高駕駛員的舒適性。隨著同步器產能的不斷增大,使得同步器主要零件如齒圈、齒套、齒轂的加工方法,加工效率以及對于控制成本和質量方面就顯得非常重要。文章以公司單錐面的同步器所用同步器齒圈的錐面上圓行槽工藝為例,通過研究和改進齒圈錐面圓形槽加工刀具及加工方法,來提高加工效率與加工精度,同時節約成本和解決毛刺問題,為同步器的生產提供重要保障,也為類似工件的加工提供參考依據。
關鍵詞:同步器齒圈;錐面圓行槽;刀具
1、概述
我公司單錐面的同步器所用同步器齒圈的錐面上有六個寬度為 2 的圓行槽,如圖 1 所示。根據產品圖要求,需要以垂直于齒圈錐面加工六個寬度為 2 的圓形槽。本文從研究和
改進齒圈錐面圓形槽加工刀具及加工方法上,來解決齒圈錐面圓行槽加工節拍長、刀具壽命低及產生很難去除的毛刺等問題。
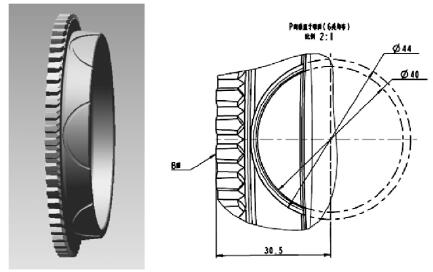
圖 1 產品圖要求
2、原工藝方案
由于齒圈此處的六個圓形槽,精度要求不高。在該產品小批量試制階段,為了經濟、方便,圓形槽采用的工藝加工方案為:在加工中心上將零件傾斜一定角度,再使用φ2 的立銑刀通過機床編程走軌跡加工,如圖 2 所示。

圖 2 φ2 銑刀加工圓形槽
使用φ2 的立銑刀通過機床編程走軌跡加工圓形槽尺寸的方法雖然簡捷、方便,但是使用該方法加工時刀具的壽命極低,加工 10 件左右,刀具就會斷裂報廢;另外由于需要機床編程走軌跡加工,加工效率特別低,單件加工工時 6 分鐘。該產品批量生產后,該工藝方案以無法滿足低成本、高效率等要求,無法使用該工藝方案進行批量生產。
3 、新型圓形槽刀具的設計與應用
鑒于使用φ2 的立銑刀加工圓形槽無法滿足零件批量生產后的低成本、高效率等要求,為了提高刀具壽命以及加工節拍,設計了新型圓形槽刀具。新型圓形槽刀具采用機夾可轉位的結構,整個刀具分為三部分:刀體、刀片、壓緊螺釘,如圖 3 所示。新型圓形槽刀具刀體連接部分直徑φ32,可直接裝到加工中心側固刀柄上,刀片為寬度為 2mm 槽刀片,使用螺釘壓緊固定刀片,更換刀片簡單省時。由于刀具設計的最大回轉半徑為φ44,而刀片寬度為 2mm,所以產品圖要求的φ44 和φ40 直徑由刀具本身尺寸保證,圓形槽寬度由槽刀寬度保證。因此新型圓形槽刀具可以穩定保證產品圖要求的尺寸。
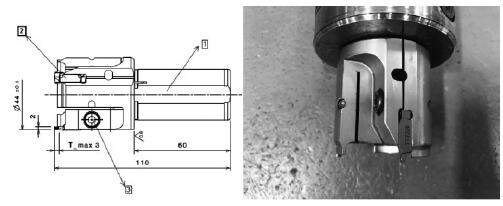
圖 3 新型圓形槽刀具結構
1 刀體 2 刀片(3 個) 3 壓緊螺釘(3 個)
新型圓形槽的切削方式由原來的銑刀走軌跡法改為成型刀具法,如圖 4 所示。這種切削方式大大降低了零件的加工工時,由原來的單件 10 分鐘,提高到現在的 1.5 分鐘。另外由于新刀具采用機夾刀片式的結構,相對于銑刀壽命有了極大的提高,刀具壽命由原來 10 件左右,提高到 350 件左右。目前我公司帶有此圓形槽的齒圈類零件,圓形槽尺寸均相同,均可采用新刀具進行加工,通用性強。
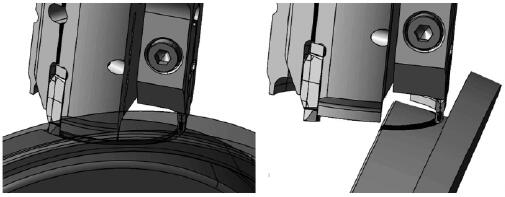
圖 4 新刀具加工模擬圖
4、總結
本文通過對同步器齒圈錐面圓形槽加工方法的研究,創新設計新型圓形槽刀具。兩種工藝方案對比如表 1 所示。
表 1 兩種刀具對比
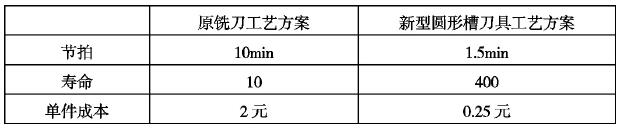
從表 1 可以看出,新型圓形槽刀具工藝方案相比原銑刀工藝方案從節拍、壽命和單件加工成本有了大幅度的改善,并且能適用于此類零件批量生產。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

