



數(shù)控車床刀塔故障實(shí)例分析及處理
2020-10-20 來源:中車株洲電力機(jī)車有限公司 作者: 羅斌 龍斌
摘要:本文針對(duì)數(shù)控車床自動(dòng)換刀刀塔不能換刀至指定刀號(hào)的故障實(shí)例,結(jié)合結(jié)構(gòu)及動(dòng)作流程進(jìn)行分析與處理,并提出故障處理總結(jié),供同行參考交流。我公司用于軸類及盤類零件加工的某型FANUC0i數(shù)控車床在運(yùn)行過程中,12刀位自動(dòng)換刀刀塔出現(xiàn)故障。具體故障現(xiàn)象為:加工過程自動(dòng)換刀時(shí),本應(yīng)由5#刀換為3#刀,但結(jié)果卻換至7#刀,不能繼續(xù)加工,同時(shí)系統(tǒng)界面出現(xiàn)“EX1101TURRET#1POSITIONALARM”(刀塔位置報(bào)警)和“EX1105TURRET#1ENCODERSEN SORALARM”(刀塔編碼傳感器報(bào)警),按RESET鍵復(fù)位消除報(bào)警后,切換到手動(dòng)模式,執(zhí)行手動(dòng)換刀,故障依舊,本文針對(duì)此故障進(jìn)行分析及處理。
1.自動(dòng)換刀刀塔結(jié)構(gòu)及動(dòng)作流程
數(shù)控自動(dòng)換刀刀塔一般由動(dòng)力源(電動(dòng)機(jī)或液壓馬達(dá))、機(jī)械傳動(dòng)機(jī)構(gòu)、定位機(jī)構(gòu)、鎖緊機(jī)構(gòu)、檢測(cè)裝置、接口電路、刀盤及刀座等組成s數(shù)控車床12位自動(dòng)換刀刀塔實(shí)物如圖1所示

圖1數(shù)控車床12刀位自動(dòng)換刀刀塔
刀塔的自動(dòng)換刀動(dòng)作流程主要由刀塔脫開、刀塔轉(zhuǎn)位和刀塔定位鎖緊三個(gè)子動(dòng)作步驟組成。其中刀塔脫開和定位鎖緊由液壓控制實(shí)現(xiàn),刀塔轉(zhuǎn)位則由電動(dòng)機(jī)驅(qū)動(dòng)控制(1)刀塔脫開動(dòng)作步驟如下:數(shù)控系統(tǒng)發(fā)出換刀指令,PMC給出放松信號(hào),電磁閥動(dòng)作,鎖緊機(jī)構(gòu)開始放松,動(dòng)、靜鼠牙盤脫離嚙合,刀塔解除定位鎖緊而脫開(2)刀塔轉(zhuǎn)位動(dòng)作步驟如下:刀塔脫開后,PMC檢測(cè)到放松到位信號(hào)后發(fā)出轉(zhuǎn)位指令,電動(dòng)機(jī)啟動(dòng),通過傳動(dòng)機(jī)構(gòu)驅(qū)動(dòng)刀塔轉(zhuǎn)位。(3)刀塔定位鎖緊動(dòng)作步驟如下:當(dāng)指定換刀刀號(hào)后,數(shù)控系統(tǒng)通過內(nèi)部的運(yùn)算和PMC的控制,進(jìn)行定位、,鎖緊機(jī)構(gòu)開始鎖緊,動(dòng)、靜鼠牙盤嚙合,刀塔定位鎖緊,PMC檢測(cè)到鎖緊到位信號(hào)后反饋給數(shù)控系統(tǒng),完成自動(dòng)換刀。
2.故障分析
根據(jù)故障現(xiàn)象和翻閱系統(tǒng)報(bào)警說明進(jìn)行故障原因分析:
(1)能換刀但沒有換為指定刀號(hào),說明刀塔脫開和刀塔轉(zhuǎn)位動(dòng)作正常,可初步排除相關(guān)線路和元器件出現(xiàn)故障的可能。
(2)系統(tǒng)報(bào)警EX1101意為刀塔位置報(bào)警。與刀塔松/鎖到位檢測(cè)傳感器故障及刀塔轉(zhuǎn)位計(jì)數(shù)傳感器相關(guān),造成刀塔不能準(zhǔn)確定位,出現(xiàn)EX1101報(bào)警。
(3)系統(tǒng)報(bào)警EX1105意為刀塔編碼傳感器報(bào)警。與由4個(gè)霍爾傳感器組成的8421刀塔編碼器其中一個(gè)或多個(gè)霍爾傳感器故障相關(guān),造成刀塔編碼錯(cuò)誤,不能換刀至指定刀號(hào),出現(xiàn)EX1105報(bào)警。
3.故障處理過程
拆開防護(hù)面板,在手動(dòng)方式下任意換刀,目視觀察刀塔內(nèi)松/鎖到位檢測(cè)傳感器、刀塔轉(zhuǎn)位計(jì)數(shù)傳感器及刀塔編碼傳感器等各個(gè)信號(hào)傳感器的工作狀態(tài),其自身信號(hào)指示燈都能點(diǎn)亮,傳感器工作正常,打開FANUC自帶PMC監(jiān)控界面進(jìn)一步查找故障。 (1)按“SYSTEEM鍵”—按右方向“菜單擴(kuò)展鍵”—選擇“PMCMNT” (PMC信號(hào)狀態(tài)監(jiān)控)->手動(dòng)輸人“1101” ->選擇“搜索”,這樣 可以得到EX1101報(bào)警地址A2.1,同樣的方式輸人1105可以得到EX1105報(bào)警地址A2. 5。報(bào)警地址信號(hào)狀態(tài)監(jiān)控界面如圖2所示。
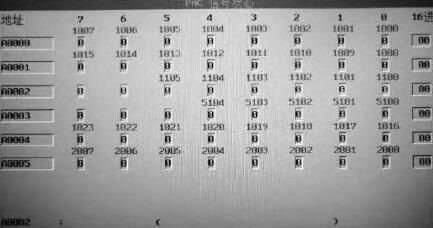
圖2 PMC報(bào)警地址信號(hào)狀態(tài)監(jiān)控界面
(2)接后退鍵—選擇“PMGLAm(梯形圖)—手動(dòng)輸人“A2.1”.—選擇"W-"搜索 搜索到報(bào)警地址A2.1。仔細(xì)查看和分析梯形圖,觸發(fā) A2.1 原因是軟繼電器:R201.5CODSTORA-LARM(刀塔轉(zhuǎn)位計(jì)數(shù)報(bào)警)閉合;同樣的方式搜索報(bào)警地址A2.5,觸發(fā)A2.5的原因是軟繼電器R201.7ENCODER ALARM(刀塔碼器報(bào)警)閉合。報(bào)警地址2.1梯形圖界面如圖3所示。
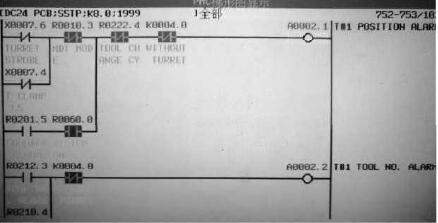
圖3 報(bào)警地址A2.1梯形圖界面
(3)手動(dòng)連續(xù)任意換刀,觀察梯形圈X7.4TCLS(松/鎖_像信號(hào))狀態(tài),每換刀1次.X7.4能正常閉合、斷開;并觀察X7.6SIROBE(:,刀塔每轉(zhuǎn)I位計(jì)數(shù)信號(hào))狀態(tài)5刀塔每轉(zhuǎn)1位X7.6能正常閉合、斷開,此時(shí).故障報(bào)警依舊。PMC輸人信號(hào)X7狀態(tài)監(jiān)控界面如圖4所示。
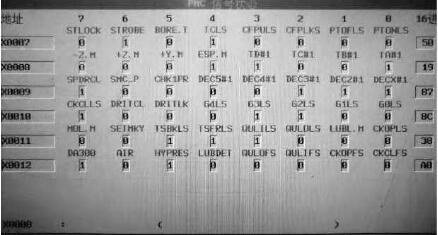
圖4 PMC輸入信號(hào)狀態(tài)監(jiān)控界面
(4)翻閱電氣原理圖,查找8421刀塔編碼器 數(shù)據(jù)位,,分別是: X8.0、:X8.1、X8.2.和X8.3,選擇“PMCMNT”,任意搜索其中一位,出現(xiàn)界面后,再次手動(dòng)連續(xù)任意換刀,發(fā)行X8.0狀態(tài)始終未0,沒有信號(hào)輸入。8421刀塔編碼器數(shù)據(jù)位輸入信號(hào)X8狀態(tài)監(jiān)控界面如圖4所示。
(5)經(jīng)檢查發(fā)現(xiàn)X8.0信號(hào)電纜在刀塔接口電路接頭處出現(xiàn)松動(dòng)虛接,經(jīng)處理后復(fù)位系統(tǒng),故障報(bào)警消除,執(zhí)行換刀程序,機(jī)床正常工作。
4、故障處理總結(jié)
(1)了解故障報(bào)警機(jī)理有助于建立正確的故障處理思路,回顧此故障實(shí)例,造成故障的最終原因是8421刀塔編碼器其中一個(gè)數(shù)據(jù)位傳感器X8.0信號(hào)電纜接頭虛接,但時(shí)出現(xiàn)EX1101 和EX1105兩個(gè)報(bào)響,是由于當(dāng)數(shù)控系統(tǒng)刀具“T”代碼選通信號(hào)發(fā)出后,由于刀塔編碼器數(shù)據(jù)位傳感器故障,換刀出現(xiàn)異常,預(yù)置換刀的3#刀位編碼敎據(jù)沒有被PMC檢測(cè)到,檢測(cè)到時(shí)是誤轉(zhuǎn)動(dòng)至7#刀位的編碼數(shù)據(jù),PMC判別的當(dāng)前位置刀號(hào)與選通信號(hào)不一致,同時(shí)刀塔轉(zhuǎn)位計(jì)數(shù)數(shù)據(jù)檢索也隨之出現(xiàn)異常救據(jù),與之關(guān)聯(lián)的內(nèi)部軟繼電器R201.7和R201.5動(dòng)作、觸:發(fā)A2.5和A2.1 ,時(shí)出規(guī)上述兩個(gè)報(bào)警_此,在處理類似多個(gè)報(bào)警故障的過程中,應(yīng)全面綜合分析,避兔只針對(duì)某一報(bào)警片面分析而出現(xiàn)“鉆牛角尖”的情況發(fā)生,影響故障處理思路。
(2)采用合適的故障檢查手段和處理方法,有助于提高故障處理效率,前述目視觀察刀塔松/鎖到位檢測(cè)、刀塔轉(zhuǎn)位計(jì)數(shù)及刀塔編碼等各個(gè)信號(hào)傳感器能正常工作、但.這并不能說明這些信號(hào)就一定會(huì)輸人PMC ,有效參與控制,進(jìn)一步通過FANUC自帶PMC監(jiān)控界面檢查到X8.0.無信號(hào)輸入 ,故障才得以排除。若此時(shí)不利用PMC監(jiān)控界面檢查.而繼續(xù)采用儀表測(cè)量、替換等常規(guī)方法或其他不合適的方法來處理故障,勢(shì)必舍出現(xiàn)"走彎路”的低效率情況。因此,根據(jù)具體問題,采用合適的故障檢查手段和方法來處理故障,才是提高故障處理效率的蕞佳選擇。
5、結(jié)語
掌握一定的維修技能,熟知機(jī)床工作原理,對(duì)數(shù)控系統(tǒng)及PMC(PLC)程序有較強(qiáng)的認(rèn)知和理解,同時(shí)注重維修經(jīng)驗(yàn)總結(jié)積累,企業(yè)設(shè)備維修人員在日常維修時(shí)才可以做到有的放矢,提高維修效率。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別