



DMU70E加工中心雙刀鏈刀庫的維修與調整
2024-7-11 來源:昌河飛機工業(集團)有限責任公司 作者:林超青
刀庫是數控加工中心的重要組成部件,由于數控機床自動換刀動作步驟多,涉及的傳感器也多,過程復雜,因此容易發生故障,刀庫的故障發生率較高。本文以DMU70E加工中心為例對DMG機床的雙刀鏈刀庫維修與調整方法進行一些探討。
1.刀庫故障
DMU70E加工中心的刀庫采用雙刀架鏈式結構,有刀架1、刀架2兩個鏈式刀架,控制系統采用歐姆龍PLC+變頻器控制。公司一臺DMU70E加工中心在自動換刀過程中主軸與刀架2發生碰撞,導致刀架傾斜,刀架的刀爪損壞,刀庫在后來重新換刀時,電機1、2均出現過載報警,兩個刀架都無法旋轉(見圖1)。

圖1 雙刀架鏈式刀庫
2.故障原因分析及處理
DMU70E加工中心的刀庫是雙刀架鏈式結構,刀架1和刀架2在機械機構上并排獨立,相互沒有干涉和聯接,刀架1和刀架2的動作由歐姆龍與NC進行通訊控制,刀架制動由變頻電機控制。
DMU70E加工中心在自動換刀時主軸與刀架2碰撞后,刀架1和刀架2旋轉時均出現電機過載報警,刀鏈無法轉。由于刀架1、刀架2相互獨立,刀架2發生撞擊在機械結構上不會影響刀架1,但刀架1、刀架2同時發生電機過載報警,因此故障是刀架1、2共用部分或因素導致。根據故障現象、刀庫結構及控制方式,問題可能發生在數控系統、PLC與變頻驅動、機械結構上,或幾方面都有問題。
(1)機床數控系統故障導致DMU70E加工中心刀庫故障DMU70E加工中心的刀庫驅動主要由歐姆龍PLC+變頻器控制,歐姆龍PLC與數控系統,以及驅動之間是通過數據總線進行數據傳輸和控制的,如果數控系統與PLC的通訊發生故障或數控系統本身發生故障,刀庫動作就會發生異常,發生碰撞或故障。
DMU70E加工中心的數控系統是海德漢ITNC530系統,數控系統與歐姆龍PLC通過profibus總線進行通訊。如果數據總線出現故障或接觸不良,數據傳輸受到干擾,就有可能在鏈路上傳輸的數據一個或多個幀出現數據丟失或出錯,導致刀庫動作混亂。因此對profibus總線進行測試,結果發現,該總線正常,能夠正常通訊,刀庫故障不是由profibus總線導致。該機床如果不進行刀庫自動換刀而對主軸采用手動換刀,能正常運行和加工,無任何報警,因此數控系統原因導致刀庫故障的可能性不大,對該機床進行數控系統GOSHT備份數據恢復也發現,備份數據恢復后開機測試,故障現象依然存在,沒有發生變化,所以刀庫故障由數控系統導致的可能性可以排除。
(2)歐姆龍PLC和變頻器出現故障的可能性
DMU70E加工中心的刀庫采用歐姆龍PLC與變頻器驅動控制,如果歐姆龍PLC出現故障,就會導致刀架運動邏輯錯誤,定位不準,主軸與刀架發生碰撞;如果變頻器輸出功率下降或電機本身特性下降,則電機旋轉時也會出現過載或過流。
為測試主軸與刀架碰撞以及刀架無法旋轉是否由PLC邏輯錯誤引起,可以把刀架1和刀架2的驅動電機從刀架上脫開、分離,使電機處于空載狀態進行測試。電機脫開后,對刀庫進行運行測試,測試結果發現,兩個刀庫電機能夠正常運轉,沒有發生過載或過流報警,但是重新把電機安裝到刀架上后,又發生過載報警,兩個刀架都無法旋轉。因此刀庫故障不是由PLC邏輯導致。
電機空載能夠運行,帶載后出現過流過載,可能的原因有變頻器、電機故障或刀鏈機械磨損、卡死導致。如果變頻器本身存在故障,IGBT性能下降,內阻增大,那么變頻器能夠進行逆變,輸出電流,但是由于內阻變大,輸出電流將變小,輸出扭矩變小,電機就無法進行正常帶載。
對變頻器、電機進行測試發現,變頻器、電機阻值正常,沒有發現明顯的問題。為確認主軸與刀架碰撞以及刀架無法旋轉是否由變頻器、電機的故障或性能下降導致,更換全新的變頻器和電機進行測試。測試結果發現,更換全新的變頻器和電機后,刀庫運行過載的報警仍然沒有消除,因此主軸與刀架碰撞以及刀架無法旋轉由變頻器、電機的故障或性能下降導致的可能性可以排除。
(3)刀鏈機械故障導致刀庫運行出現過載報警
當脫開電機與氣源及鎖緊裝置后,刀架的刀鏈就處于自由狀態,手動旋轉刀鏈應該能使刀鏈運動。但手動旋轉刀鏈后,發現刀鏈卡死無法運行,因此可以認為主軸與刀架碰撞以及刀架無法旋轉是由刀鏈卡死,機械運動不靈活導致。
把刀架分解后發現,刀鏈托架、刀鏈、旋轉軸承、傳感器等全部被油泥膩死(見圖2、圖3),刀鏈無法正常運行。由于刀鏈托架、刀鏈、旋轉軸承、傳感器等被油泥膩死失效,所以刀庫刀鏈運轉不順暢,刀爪定位不準確,導致主軸與刀架碰撞,電機運動過載。造成刀鏈托架、刀鏈、旋轉軸承、傳感器等被油泥膩死的原因主要是該機床為高速加工設備,主軸最大轉速24000r/min,在這個轉速下,切削液霧化,油霧通過縫隙散,然后粘附在機床表面上,如果清理保養不當,就會導致機械部件運轉不靈活,出現故障。
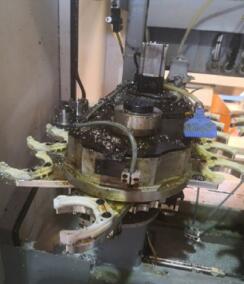
圖2 刀架油泥

圖3 軸承油泥
把刀鏈托架、刀鏈、旋轉軸承、刀爪等機械部件用清洗浸泡,去除油膩污垢,并重新組裝,機械部件組裝,更換失效的傳感器。機械部件及傳感器安裝完成后,手動旋轉刀鏈,結果表明,刀鏈運轉靈活正常。
3.DMU70E加工中心雙刀鏈刀庫的調整
DMU70E加工中心雙刀鏈刀庫運轉由歐姆龍PLC及變頻驅動控制,刀爪位置的確定方式是每個刀架由一個零位傳感器確定起始計數位置,確定位位置后,電機帶動刀架及刀爪旋轉,電機尾端有電機編碼器,根據電機的轉數確定刀爪的具體位置。如果刀架、刀鏈、電機、零位傳感器有拆裝、分解及重新組裝后,就需要對換刀位置進行精確調整和定位,如果位置不準確,就會發生碰撞等問題。
DMU70E加工中心雙刀鏈刀庫換刀位置的調整分為初定位調整和精確定位調整兩步。初定位調整是對刀架刀鏈上的刀爪與主軸換刀位置初步定位,確定刀爪中心與主軸中心的基本坐標位置。初定位是通過調整零位傳感器和刀爪的中心位置來實現的。精確定位是確定換刀時主軸與刀爪中心的精確坐標位置,這一步是在基本換刀位置確定后,通過移動X、Y、Z坐標,確定精確坐標位置后修改換刀坐標位置參數來實現。
(1) DMU70E加工中心雙刀鏈刀庫換刀位置初定位調整DMU70E加工中心刀庫換刀位置初定位調整可以通過歐姆龍PLC或DMG公司的OMRON刀庫(OMRON tool magazines)專用調試軟件SERVICE TOOL來實現,也可以使用歐姆龍PLC來進行調整。使用歐姆龍PLC時需要用電腦與機床上的歐姆龍PLC進行在線通訊,讀取PLC后修改參數,使刀爪的中心位置與主軸中心位置在換刀位置的坐標基本一致。
SERVICE TOOL是DMG公司開發的一個OMRON刀庫(OMRON tool magazines)專用調試軟件,界面簡單友好,不需要下載機床的PLC軟件。使用SERVICE TOOL進行刀庫調試時,要首先把SERVICE TOOL軟件安裝到電腦上,然后用RS232電纜 與機床刀庫側的歐姆龍的RS232接口進行聯接。連接完成后,啟動servicetool.exe軟件,進入調試界面后就可以進行調試了。調試界面如圖4所示。
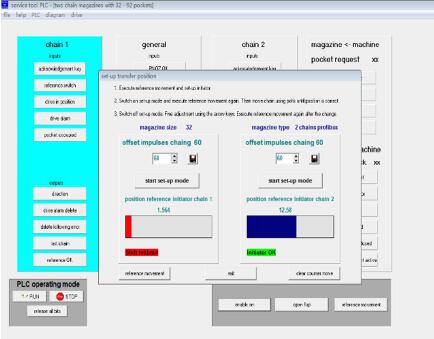
圖4 SERVICE TOOL調試
選擇相應的刀架后,選擇換刀,使相應的刀爪定位到換刀位置,然后檢查刀爪的中心位置與主軸中心位置的偏差。如果位置偏差較大就在圖4界面的offsetimplus kettle窗口框中輸入相應的補償脈沖,使電機正轉或反轉;然后反復測試,使刀爪的中心位置與主軸中心坐標位置基本一致,X、Y的坐標位置不能超過5mm。因為該刀庫機械結構限制,主軸在換刀位置時X、Y坐標的移動和整余量非常小,如果偏差超過一定值,主軸就會與刀庫的防護罩發生碰撞。
(2)DMU70E加工中心雙刀鏈刀庫換刀位置精確定位調整DMU70E加工中心雙刀鏈刀庫換刀坐標位置初定位完成后,下一步就要進行換刀位置的精確定位。精確定位時,把主軸移動到換刀位置,在主軸上安裝一個千分表,千分表的表針壓到刀柄的外圈,然后手動旋轉主軸,相應的千分表指針就繞著刀柄外圈旋轉(見圖5),此時主軸與刀爪中心位置的偏差就反應在千分表上。

圖5 千分表指針繞刀柄外圈旋轉
如果主軸與刀爪中心位置的偏差過大,就要相應移動X、Y的坐標,縮小主軸與刀爪的中心位置的偏差,直到主軸與刀爪的中心位置偏差小于0.003mm,同時相應調整主軸與刀柄的換刀高度(即Z值),并把相應的X、Y、Z坐標值輸入數控系統的換刀參數中(見圖6),刀庫換刀位置精確定位調整就完成了。
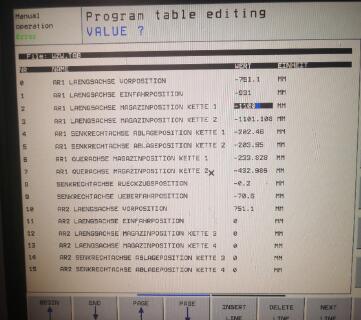
圖6 數控系統換刀參數
通過刀庫換刀位置初定位和精確定位后,DMU70E加工中心雙刀鏈刀庫換刀位置定位調整就全部完成,機床刀庫就可以進行自動換刀測試了。
4.結束語
數控機床自動換刀動作步驟、傳感器多,過程復雜,因此容易發生故障,刀庫故障率較高,必須了解機床刀庫的機械結構及控制方式,才能進行刀庫的維修與調整,最終找到故障原因,排除故障。同時要做好日常的維護保養,降低周邊環境對刀庫的不利影響,保持刀庫的干凈清潔,才能降低刀庫自動換刀的故障率,取得比較好的使用效果。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

