



摘 要:根據(jù)日常維修的實踐經(jīng)驗,通過 7 個故障案例,介紹 6 種常用的數(shù)控機床診斷方法,即功能程序測試法、交換法、轉(zhuǎn)移法、在線診斷法、敲擊法、局部升溫法。
關(guān)鍵詞:故障診斷;方法;維修;實例
0 引言
數(shù)控機床是機械裝置、液壓氣動系統(tǒng)、電氣控制、軟件程序組合的產(chǎn)物。 組成數(shù)控機床的這些部分由于種種原因不可避免地會發(fā)生不同程度、不同類型的故障。 為迅速診斷故障原因,及時排除故障,通過 7 個故障案例介紹 6 種常用的數(shù)控機床診斷方法(功能程序測試法、交換法、轉(zhuǎn)移法、在線診斷法、敲擊法、局部升溫法),系統(tǒng)地描述 6 種方法的實效性,以供維修人員參考。
1 、功能程序測試法
功能程序測試法就是將數(shù)控系統(tǒng)的常用功能和重要的特殊功能,如直線定位、圓弧插補、螺紋切削、固定循環(huán)、 用戶宏程序等用手工或自動編程方法,編制一個功能測試程序,然后啟動數(shù)控系統(tǒng)運行該功能測試程序, 檢測機床執(zhí)行這些功能的準(zhǔn)確性和可靠性,以快速判斷系統(tǒng)的哪個功能不良,進而判斷出故障發(fā)生的可能原因。 該方法主要用于:長期閑置的數(shù)控機床;第一次開機時檢查;機床加工造成廢品但無報警,一時難以確定是編程或操作錯誤,還是機床故障所致。 可以連續(xù)多次運行功能測試程序,診斷系統(tǒng)運行的穩(wěn)定性。
例 1: 一臺配 FANUC 0MC 數(shù)控系統(tǒng)的江蘇多棱TH6363B 臥式加工中心。
故障現(xiàn)象:運行自動加工后,出現(xiàn)零件尺寸誤差大現(xiàn)象,系統(tǒng)無報警。
故障診斷與處理:使用功能程序測試法,將存儲在功能測試帶中的程序輸入系統(tǒng),并進行空運行。 測試過程如圖 1 所示。
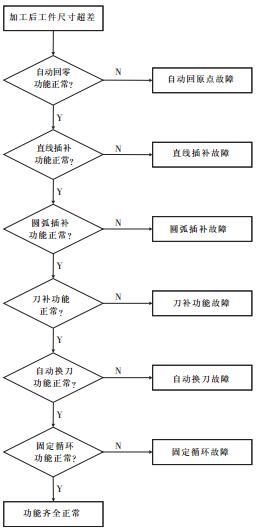
圖 1 功能程序測試流程
當(dāng)運行到含有 G01、G02、G03、G18、G19、G41、G42等指令的四角帶圓弧的長方形圖形程序時,發(fā)現(xiàn)機床運行軌跡與所要求的圖形尺寸不符,從而確認(rèn)機床刀補功能不良。
該系統(tǒng)的刀補軟件存放在 EPROM 芯片中, 更換該集成電路后機床加工恢復(fù)正常。
例 2:一臺配 FANUC 9M 數(shù)控系統(tǒng)的北京第一機床廠 XK5040 數(shù)控銑床。
故障現(xiàn)象: 在自動加工某一曲線輪廓時, 按圖 1功能程序測試流程加工該曲線,出現(xiàn)爬行現(xiàn)象,使表面粗糙度增大。
故障診斷與處理:運行測試程序,直線、圓弧插補時皆無爬行,由此確定原因在編程方面;仔細檢查加工程序發(fā)現(xiàn), 該加工曲線是由眾多小段圓弧組成的,而編程時又使用了正確定位檢查 G61 指令。
將程序中的 G61 取消,改用 G64 后,爬行現(xiàn)象消除。
2 、交換法
交換法是在分析出故障大致起因的情況下,維修人員利用備用的印制線路板、模板、集成電路芯片或元器件替換有疑點的部分,或用系統(tǒng)中已有的相同類型的部件來替換,從而把故障范圍縮小到印制線路板或芯片一級。 實際上這也是在驗證對故障部位分析的正確性。
在備板交換前,應(yīng)仔細檢查備板(或交換板)是否完好,備板和原板的各種狀態(tài)是否相同,包括印制線路板上的開關(guān)、短路插片的設(shè)定是否一致,甚至電位器調(diào)整位置都應(yīng)一樣。 在置換 CNC 裝置的存儲器板時,往往還需要進行存儲器初始化的操作(如 F6 系統(tǒng)用的是磁泡存儲器,就需要進行這項操作),重新設(shè)定種參數(shù),否則系統(tǒng)不能正常工作。 在更換 F7 系統(tǒng)的存儲器板后,不但需要重新輸入系統(tǒng)參數(shù),還需要對存儲器區(qū)進行分配操作。 如果缺少后一步操作,一旦輸入零件程序,將產(chǎn)生 60 號報警(存儲器容量不夠)。
對有的 FANUC 系統(tǒng),在更換了主板之后,還需要進行一些特定的操作,如 F10 系統(tǒng),必須先輸入 9000~9031號選擇參數(shù),然后才能輸入 0000~8010 號系統(tǒng)參數(shù)和PC 參數(shù)。 一定要嚴(yán)格按照有關(guān)的系統(tǒng)操作說明書、維修說明書的步驟進行操作。
例 3:一臺配 FANUC 3M 數(shù)控系統(tǒng)的北京第一機床廠 XK5040-1 型數(shù)控銑床。故障現(xiàn)象:CRT 不顯示故障, 機床通電開機后屏幕無顯示。
故障診斷與處理:CRT 顯示電路與普通黑白電視機顯示電路相差無幾,根據(jù)維修手冊,首先檢查 CRT高壓電路、行輸出電路、場輸出電路及 I/O 接口,以上部位均無異常;檢查各種加工程序和動作均正常。 因此,該故障可能發(fā)生在數(shù)控系統(tǒng)內(nèi)部。 用儀器檢查發(fā)現(xiàn) PC-2 模板內(nèi)部故障。 采用交換法,用相同功能模板PX-2 替換懷疑有故障的 PC-2 模板,CAT 恢復(fù)顯示。更換 PC-2 模板,故障排除。
3 、轉(zhuǎn)移法
轉(zhuǎn)移法是將數(shù)控系統(tǒng)中具有相同功能的模板、印制線路板、集成電路芯片或元器件互相交換,然后觀察故障現(xiàn)象是否隨之轉(zhuǎn)移,從而可迅速確定系統(tǒng)的故障部分。 該方法實質(zhì)上是交換法的一種。
例 4: 一臺配 FANUC 0IMA 數(shù)控系統(tǒng)的 JCS-018立體加工中心。
故障現(xiàn)象:運行中,Z 軸電動機忽然出現(xiàn)異常振動聲,馬上停機。
故障診斷與處理:將電動機與絲杠分開,試車時仍然振動, 可見振動不是由機械傳動機構(gòu)造成的;為區(qū)分是伺候單元故障,還是電動機故障,采用 Y 軸伺候單元控制 Z 軸電動機,還是出現(xiàn)振動,所以判斷為電動機故障。
將該電動機修復(fù)后,故障排除。
4 、在線診斷法
在線診斷是指通過 CNC 系統(tǒng)的內(nèi)裝診斷程序,對數(shù)控裝置、伺服系統(tǒng)、外部 I/O 及其他外部裝置進行自動測試、檢查。 系統(tǒng)不僅能在屏幕上顯示報警號及報警內(nèi)容, 而且還能實時顯示 CNC 內(nèi)部關(guān)鍵標(biāo)志寄存器及 PLC 內(nèi)操作單元的狀態(tài),為故障診斷提供極大的方便。 當(dāng)機床在運行中發(fā)生故障時,利用自診斷功能,在 LCD 上會顯示診斷編號和內(nèi)容,還能顯示系統(tǒng)與主機之間接口信號的狀態(tài),從而判斷出故障起因是在數(shù)控系統(tǒng)部位還是機械部位,并能指出故障的大致位置。 數(shù)控機床診斷功能提示的故障信息越豐富,越能給故障診斷帶來方便。
例 5: 配 FANUC 0TD 數(shù)控系統(tǒng)的濟南第一機床廠 CK6125D 數(shù)控車床。
故障現(xiàn)象: 只要 Z 軸一移動,就產(chǎn)生 31 號報警。故障診斷及處理: 查維修手冊,31 號報警為誤差寄存器的內(nèi)容大于規(guī)定值;根據(jù) 31 號報警指示,將 31號機床參數(shù)的內(nèi)容由 2000 改為 5000,與 X、Y 軸的機床參數(shù)相同,然后用手輪驅(qū)動 Z 軸,31 號報警消除,但又產(chǎn)生了 32 號報警; 查維修手冊知,32 號報警為“Z軸誤差寄存器的數(shù)值超過了正負(fù) 32767 或模數(shù)變換器的命令值超出了-8192~8192 的范圍”, 將參數(shù)改為3333 后,32 號報警消除,31 號報警又出現(xiàn); 反復(fù)修改機床參數(shù),故障均不能排除;為了診斷 Z 軸位置控制單元是否出現(xiàn)了故障, 將 800、801、802 診斷號調(diào)出,發(fā)現(xiàn) 800 在-1 與-2 之間變化,801 在+1 與-1 之間變化,而 802 卻為 0 ,沒有任何變化,這說明 Z 軸位置控制單元出現(xiàn)了故障。為了準(zhǔn)確定位控制單元故障,將 Z軸與 Y 軸的位置信號進行交換,即用 Y 軸控制信號去控制 Z 軸, 用 Z 軸控制信號去控制 Y 軸,Y 軸發(fā)生 31
號報警(實際是 Z 軸報警),同時,診斷號 801 也變成了 0,802 有了變化,再一次證明 Z 軸位置控制單元有問題。
交換 Z 軸、Y 軸伺服驅(qū)動系統(tǒng), 仍不能排除故障,交換伺服驅(qū)動控制信號及位置控制信號,Z 軸信號能驅(qū)動 Y 軸,Y 軸信號不能驅(qū)動 Z 軸,因此將故障點定在Z 軸的伺服電機。 拆開 Z 軸伺服電機,發(fā)現(xiàn)位置編碼器與電動機之間的十字連接塊脫落 (編碼器上的固定螺釘斷了),使得電動機在工作中無反饋信號,產(chǎn)生報警。將伺服電機與位置編碼器用十字連接塊連接好,故障消除。
5 、敲擊法
如果數(shù)控機床的故障若無若有,可用敲擊法查出故障的部位所在,因為這種故障大多是由于虛焊或接觸不良引起的,用絕緣物輕輕敲打有虛焊或接觸不良的疑點處,故障會重復(fù)出現(xiàn)。
例 6:一臺配 FANUC 0M 數(shù)控系統(tǒng)的 TH6380B 臥式加工中心。
故障現(xiàn)象: 在安裝調(diào)試時,CRT 顯示器突然出現(xiàn)無顯示故障,而機床還可以繼續(xù)運轉(zhuǎn)。 停機后再開,又一切正常。 在設(shè)備運轉(zhuǎn)過程中經(jīng)常出現(xiàn)這種故障。
故障診斷與處理:采用直觀法進行檢查,發(fā)現(xiàn)每當(dāng)車間上方的門式起重機經(jīng)過時,環(huán)境振動大,就會出現(xiàn)此故障,由此初步判斷是元件連接不良;檢查顯示板,用手觸動板上元件, 當(dāng)觸動某一集成塊管腳時,CRT 上的顯示就會消失,觀察發(fā)現(xiàn)該腳沒有完全插入插座中;另外,發(fā)現(xiàn)此集成塊旁邊的晶振的一個端子沒有焊錫。
將松動集成塊插牢,對晶振端子焊錫,故障消除。
6 、局部升溫法
數(shù)控系統(tǒng)經(jīng)過長期運行后元件均要老化,性能變壞,當(dāng)它們尚未完全損壞時,故障會時隱時現(xiàn),可用熱吹風(fēng)機或電烙鐵等對被懷疑的元件進行局部升溫,加速其老化,以徹底暴露故障部件。 采用此法時一定要注意各種元器件的溫度參數(shù)等,不要將原來是好的器件烤壞。
例 7:一臺配 FANUC 0M 數(shù)控系統(tǒng)的 TH6380B 臥式加工中心。
故障現(xiàn)象:工作半個小時后 CRT 中部變白,逐漸嚴(yán)重,最后全部變暗,無顯示;關(guān)機數(shù)小時后再開機,工作半小時后又“舊病復(fù)發(fā)”。
故障診斷與處理:故障發(fā)生時機床其他部分工作正常,因此估計故障在 CRT 箱內(nèi),且與溫度有關(guān),檢查 CRT箱內(nèi),兩處裝有冷卻風(fēng)扇,分別冷卻電源和接口板;人為將接口板冷卻風(fēng)扇停轉(zhuǎn),使溫度上升,發(fā)現(xiàn)開機后僅幾分鐘就出現(xiàn)上述故障,可見該電路板穩(wěn)定性差。
調(diào)換此接口板后故障消除。
7 、結(jié)語
6 種數(shù)控機床故障診斷方法各有特點, 應(yīng)根據(jù)不同的故障現(xiàn)象靈活應(yīng)用,對故障進行分析,以逐漸縮小范圍,盡快發(fā)現(xiàn)故障,排除故障。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)