



五軸聯動葉片加工中心發展現狀及其結構特點
2017-12-19 來源: 韶關市技師學院 作者:趙偉宜 曾燕玲
摘 要:五軸聯動葉片加工中心是加工汽輪機、航空航天發動機等專用的葉片的機床,在機械制造業具有不可替代的核心地位。現今葉片的形狀和結構更加復雜,為保證葉片的精度和質量,在葉片加工過程中必須達到高標準、高精度,葉片的加工設備和加工方法也不容忽視。因此,只有研究分析葉片加工中心的基本結構和特點,才能為加工高質量的葉片提供有效的參考依據。
關鍵詞:五軸聯動葉片 加工中心 發展現狀 結構特點
引言
現如今加工制造業在國家的地位不言而喻,五軸聯動就是其中至關重要的一部分,在加工中心的發展中五軸聯動有著劃時代的意義。加工中心可以分為兩類,一類是臥式加工中心,這類加工中心比較局限,即使是和回轉工作臺共同工作的情況下,也只能加工工件的四周輪廓,無法加工工件其他部位;另一類是立式加工中心,這種加工中心也并不完美,只有在加工工件頂面時才有效率。而五軸聯動簡易高效,在加工工件時只需裝夾一次,就能對工件的五個面全部加工,其效率和精度水平在加工中心非常之高,是加工中心發展的里程碑。
1 、概述五軸聯動葉片加工中心
葉片式汽輪機、燃氣輪機、航天發動機等的核心部件,是輪船和飛機十分關鍵的部位,葉片的形狀非常復雜,葉根圓角結構是由數個圓弧共同組成,在空間中呈曲面形狀,一些特殊的葉片葉身中部還會有陰尼臺的設計。在我國的葉片設計發展史上,不同時代葉片的加工設備和方法也在逐漸更新變革。早期國內采用的是三軸機床加工葉片,由于設備比較簡陋,技術也不太成熟,大多數是加工制造一些形狀比較簡單的葉片,而且工序比較復雜,效率也不高。通常是加工葉片的其中一個面,之后翻面加工另一個面,依次加工葉片的各個面。三軸機床加工葉片的方法應用較早,在長時間的加工中也得到了豐富的經驗,技術相對成熟,因此目前國內仍有采用這種方法加工葉片的。經多次改革更新,四軸機床開始應用,建立在三軸機床的基礎上,四軸機床延續了三軸機床的優點,也在相對低效率的手動翻面上有了改進,其配置的 A 軸不用多次的手動翻面,生產效率也隨之提高。最終有了五軸聯動葉片加工中心的出現,加工效率也突飛猛進,這也正順應了葉片加工的發展潮流,是葉片加工中心的必然發展趨勢。現今社會是發展科技和加工業的時代,國內國外都需要大量的葉片發展本國的機械制造業,葉片的形狀逐漸復雜化,對葉片加工的設備要求也越來越高。目前我國的五軸聯動葉片加工應用的時間較短,加工經驗不夠豐富,技術也不成熟,而以往的三軸聯動和四軸聯動已不再適用如今復雜的葉片加工,因此,本文在現有的五軸聯動加工設備和技術上,設計一種能加工復雜葉片的五軸聯動加工中心。
2、 五軸聯動葉片加工中心的發展現狀
五軸聯動葉片加工中心并非加工所有機床零件,而是會選擇性地加工航空航天發動機和汽輪機等葉片,此外也會加工一些形狀窄長的空間結構復雜的曲面零件機床。這些機床通常都由 X、Y、Z、A 和 B 軸組成,X、Y、Z 軸是三條直線軸,空間結構和立式加工中心的布置比較相似,不同的是 X 軸較長,Y、Z 軸較短,如果 X 軸較長的話就可以直接用于加工長葉片,B 軸是刀具擺動軸,A 軸是葉片回旋軸。目前我國的各種葉片加工中心的生產廠基本被國外的五軸聯動葉片加工中心廠家壟斷,因為國內的五軸聯動葉片加工中心還處于初級階段,起步較晚,技術也不太成熟,而國外知名的生產五軸聯動葉片加工中心的廠家占據著我國機床加工市場。
3 、五軸聯動葉片加工中心機床的結構特點
3.1 B 軸的回轉中心與刀具主軸的回轉中心成 45°
五軸聯動葉片加工中心對機床的規格非常嚴格,要求 B軸的回轉中心與刀具主軸成 45°,刀具主軸的刀尖還必須在軸的回轉中心上,機床的結構特點顯著明確,如圖 1 所
示為五軸聯動葉片的加工。直線軸 Y 通過刀具移動實現,直線軸 X 和 Z 則通過工件移動實現。這種結構不但可消除 X、Z 軸的插補運動,有效提高工件的表面加工質量,還能阻止切削力產生的扭矩傳輸到 B 軸。
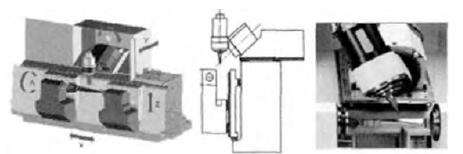
圖 1 五軸聯動葉片加工
3.2 B 軸的回轉中心與刀具主軸的回轉中心成 90°
五軸聯動葉片加工中心要求 B 軸的回轉中心與刀具主軸的回轉中心成 90°,可通過兩個方法實現,一是使 B 軸回轉中心與刀尖部位基本重合,盡可能偏離刀具主軸中心,二是 B 軸回轉中心刀具主軸重合,然而這兩種方法都有各自的優點和局限性。方法一的優點比較明顯,刀尖的位置離軸回轉中心非常近或基本在軸回轉中心上,這使 B 軸在擺動時不會影響刀尖位置的改變,需要插補的量也很小。
如果 B 軸擺動的角度出現誤差,這種幾乎可以忽略的誤差也不會對刀尖的位置產生比較大的影響,X、Y 軸頻繁的插補運動會大大降低,提高了加工的精度,對軸的要求也有所降低。不足的是 B 軸在擺動時會產生偏心力矩,如果要在設計時平衡掉偏心力矩,這也加大了機械設計的困難度。方法二中刀具主軸的重心基本都在擺動中心上,在擺動時比較平衡,誤差較小,有利于機械設計的簡單化,然而實際中 B 軸的擺動往往伴隨著 X、Z 軸的插補,擺動角度的誤差帶動著 X、Z 軸的插補誤差,在在擺動角度誤差較大時刀尖位置的誤差也就不容忽視。要想機床加工比較準確,對 B軸的擺動要求就要非常準確,不能有偏離的誤差現象,這也給設計制造帶來了困難。
3.3 多主軸葉片加工中心
在占地面積有限的情況下可以選用多主軸葉片加工中心,即加工時同時加工多個葉片,可大大提高了加工效率,也能節約加工成本。對規格較小的葉片加工中心,可以采用雙刀具主軸結構,最大的加工長度不會超過 262mm,刀具主軸轉速可以達到 30000r/min;有一次能同時加工兩個葉片的五軸聯動葉片加工中心 g-mill550twin,主軸帶有兩個刀具和 A 軸;還有能一次同時加工四個葉片的五軸聯動葉片加工中心,NX 系列帶有多個主軸,其生產效率非常高。
3.4 其他結構
HSTM 系列五軸聯動葉片加工中心的 Y、Z 軸運動通過刀具實現,B 軸為“T”型結構,X 軸運動通過工件實現,采用 45°斜床身,具體結構如圖 2 所示。
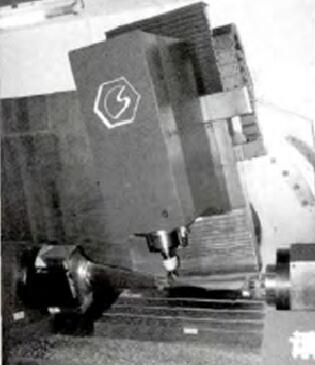
圖 2 1V5X1800
3.5 并聯葉片加工中心
軸聯動葉片加工中心在葉片質量較輕時可依據刀具軸的運動方向和工件劃分。有的機床是刀具主軸實現 Y 軸運動,工件實現 X、Z 軸運動;有的機床 X、Y、Z 軸運動是靠刀具主軸通過立柱和滑板等實現;還有的是工件實現 Y軸運動,而刀具主軸實現 X、Z 軸運動。
4 、五軸聯動葉片加工中心的應用
加工葉片的葉身型面時加工中的重中之重,葉身型面在一定程度內可以彎曲,雖然不規則,卻有一定的規律可循,在五軸聯動葉片加工中心葉身型面的加工有一定的優勢。
螺旋加工方法使在刀具順著 3 個坐標方向連續進給時,加工的軌跡是一條環著葉身的螺旋線,通常用這種方法加工葉片。由于五軸聯動葉片加工中心的刀具主軸的角度可以在一定范圍內轉動,而且主軸有高速回轉的功能,在加工時型面的圓角刀可以完全垂直于曲面,這時再用適當的前傾角方式走刀,最終加工出的型面不會有切合死角的存在,而其他的設備無法完全達到這種加工效果。雖然加工效果比較完美,但對編程算法的要求也相當高,若是編程算法的程度不夠,就無法達到預期效果,若有專業的 CAM 軟件編程算法,可這一解決問題。本文所述的機床可以配備葉片編程專業軟件 Hypermill,此款軟件使用各種層次的葉片用戶,能有效縮短編程時間,還能提供優質的參考模板。
5、 結語
現代社會經濟水平和科學技術發展迅速,在制造業領域機床水平的高低能直接反映一個國家的工業發展水平,五軸聯動機床系統更是機械制造業的高新技術發展標志。機械制造業在現代社會中有著舉足輕重的地位,汽輪機和航空航天發動機的需求也在逐漸擴大,五軸聯動葉片加工中心的地位也越加重要。要實現葉片行業對葉片的大量需求,就要大力發展國內的五軸聯動葉片加工中心,設計并制造出優良品質的五軸聯動葉片銑削設備,在降低成本的同時能高效率生產加工出高質量的葉片,為我國的機械制造業創造出更加廣闊的未來。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

