



數(shù)控機床返回參考點故障維修
2018-12-13 來源:陜西省機械研究院 陜西工業(yè)職業(yè)技術學院 作者: 趙強利 祝戰(zhàn)科
摘 要:介紹了數(shù)控加工中心(增量式編碼器反饋裝置)實際生產(chǎn)使用中,返回參考點的幾個故障現(xiàn)象并進行了故障原因分析,給出了診斷過程以及解決問題的辦法。通過對典型故障的詳細描述,便于維修人員理解,并為解決該類故障提供參考。
關鍵詞:數(shù)控機床 返回參考點 故障 診斷
返回參考點(回零)故障是數(shù)控機床常見的故障之一,直接影響機床使用。一般有以下幾種形式:
(1)手動回零時不減速,并伴隨超程報警;
(2)手動回零有減速動作,但減速后軸運動不停止直至 90# 報警——伺服軸找不到零點;
(3)手動回零方式下根本沒有軸移動。
下面就工作中的幾個故障的現(xiàn)象及分析、排除的過程對回零故障加以說明。
1 、自動回零正常,手動返回參考點出現(xiàn) 90#報警
1.1 故障現(xiàn)象
數(shù)控龍門鏜銑床 FANUC16i M 系統(tǒng),半閉環(huán)控制,每天開機手動返回參考點時 X 軸偶爾會出現(xiàn)90#報警,找不到參考點,返回參考點時工作臺有減速動作,但是一旦手動回參考點成功,重復用 G28 方式回零沒有任何問題。
1.2 分析判定
大多數(shù)機床制造商設置在手動返回參考點時,尋找并讀取 PCZ 信號(物理柵格信號)建立參考點,而在 G28 方式下使用計數(shù)器清零的方式返回參考點,不尋找物理柵格信號。
伺服軸在通常的運動時,位置環(huán)和速度環(huán)主要PCA/*PCA,PCB/*PCB 以及格雷碼信號,而僅在尋找參考點的時候才采集 PCZ 信號,另外由于 PCZ 是窄脈沖,所以在同樣的污染條件下,有時候PCA/*PCA,PCB/*PCB 可以正常工作,但是 PCZ信號已經(jīng)達不到門檻電壓,或波形嚴重失真。造成脈沖編碼器或光柵尺其它信號可以正常工作,唯獨“柵格”信號不好的原因,如圖 1 所示。
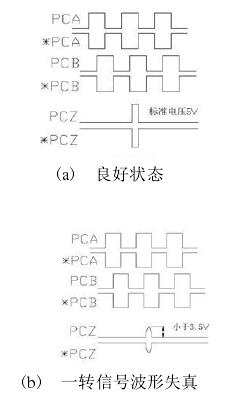
圖 1 編碼器反饋信號波形圖
1.3 維修過程
從故障描述來看重點應該檢查一轉(zhuǎn)信號。首先采用最簡便易行的方法,檢查反饋電纜,用萬用表電阻擋測量電纜兩端通斷,結果沒有問題。
接下來更換脈沖編碼器,將 X 軸編碼器與另一個可以回參考點的軸(Y 軸)編碼器互換,結果沒有任何變化,即:X 軸仍然不能夠每次找到零點,而 Y 軸回零正常,說明脈沖編碼器良好。之后更換伺服放大器,仍然沒有效果。說明相關的硬件均已更換,仍然沒有找到故障點。
仔細分析大型機床的結構,發(fā)現(xiàn) X 軸反饋電纜拖鏈距離伺服放大器有 50 余米,初步判斷可能是由于信號衰減造成的一轉(zhuǎn)信號不好,最后將 5V 及0V 線腳與電纜中多余的備用線并聯(lián)加粗,降低線間電阻,提高信號幅值,最終排除了故障。
注意 FANUC α 系列驅(qū)動的反饋裝置采用的是高速串行傳送,用傳統(tǒng)的示波器無法觀測波形,所以更多的是采用替代法或者借助系統(tǒng)界面診斷排查故障。
2 、 找不到零點,出現(xiàn) 90#報警故障
2.1 故障現(xiàn)象
辛辛那提 T30 加工中心,采用 FANUC 11M 系統(tǒng),全閉環(huán),Z 軸手動返回參考點時找不到零點。
2.2 故障分析
當選擇了回參考點方式后,按下某個軸的方向按鈕,如果機床能夠快速向參考點方向移動時,則說明方式選擇信號通過 PMC 接口通知了 CNC。此后如果沒有減速現(xiàn)象出現(xiàn),并且還伴隨超程報警,則說明減速開關信號*DECn 沒有通知到 CNC,這時請關注下面兩個環(huán)節(jié):一是減速開關進油或進水,信號失效,I/O 單元之前就沒有信號;二是減速開關 OK,但 PMC 診斷畫面沒有反應,雖然信號已經(jīng)輸入到系統(tǒng)接口板,但由于 I/O 接口板或輸入模塊已經(jīng)損壞。
FANUC 數(shù)控系統(tǒng)尋找參考點一般是在減速開關抬起后尋找第一個一轉(zhuǎn)信號或物理柵格,此時如果一轉(zhuǎn)信號或物理柵格信號缺失,則就會出現(xiàn) 90#報警——找不到參考點。可能的原因有:
(1)編碼器或光柵尺被污染,如進水進油。
(2)反饋信號線或光柵適配器受外部信號干擾。
(3)反饋電纜信號衰減。
(4)編碼器或光柵尺接口電路故障、器件老化。
(5)伺服放大器接口電路故障。
這些情況都是維修中常遇到的現(xiàn)象,分析這一故障的關鍵點是“一轉(zhuǎn)信號”或“柵格信號”。數(shù)控系統(tǒng)一旦找到這一信號,返回參考點即告完成。
2.3 維修過程
由于該機床是全閉環(huán)控制,所以物理柵格位置是在光柵上面,工作重點應該放在光柵上。將光柵用無水酒精擦干凈后可以找到零點,但是,信號時有時無,成功比率占到 70%左右,仍舊不能滿足正常生產(chǎn)要求,初步判斷原參考點柵格有損傷,由于光柵尺的柵格是由一定間距的多個柵格組成的,具體讀取哪一個柵格作為零點,取決于減速檔塊的位置和減速開關信號的觸發(fā)。往往某一個柵格損壞了,其他柵格卻完好無損,所以將減速檔塊前移一個(或n 個)柵格位置,手動回零成功。
注意這時候的參考點已經(jīng)和機床出廠時的完全不同,換刀用的第二參考點和工件零點已經(jīng)改變了,所以維修人員一定要將這些點重新調(diào)整.
3 、回零不穩(wěn)定故障
3.1 故障現(xiàn)象
某森精機數(shù)控車床 FANUC 21T 系統(tǒng),增量回零方式,Z 返回參考點可以完成,不報警,但偶爾會差一個絲杠螺距。
3.2 故障分析
這種現(xiàn)象是數(shù)控機床非常典型的故障之一。其原因是減速檔塊位置距離柵格位置太近或太靠近參考點時,處于一種“臨界狀態(tài)”,導致了離散誤差。
由于觸電開關信號通、斷的精確度比較差,所以信號觸發(fā)的時間不很準確,當信號來早時,就找到柵格①。當信號來遲時,就找到信號②,如圖 2所示。或者時而找到柵格②,時而找到柵格③,如圖 3 所示。
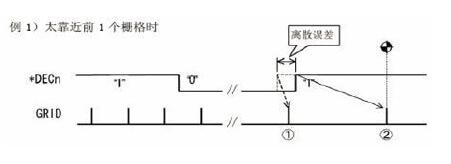
圖 2 離散誤差 1

圖 3 離散誤差 2
3.3 解決方案
(1)調(diào)整檔塊位置。
(2)通過參數(shù) 1850#柵格偏移量,調(diào)整柵格位置處于合理位置。調(diào)整檔塊的具體調(diào)整方法:
(1)手動返回參考點。
(2)選擇診斷畫面,讀取診斷號 0302 的值。(0302 的含義——從檔塊脫離的位置到讀取到第一個柵格信號時的距離)
(3)紀錄參數(shù) 1821 的值,1821#參數(shù)中設定的是參考計數(shù)器容量。
(4)微調(diào)減速檔塊,使診斷號 0302 中的值等于1821 設定值的一半。(1/2 柵格)
(5)之后,一面多次重復進行手動回參考點,一面確認診斷號 0302 上顯示的值每次為 1/2 柵格左右,而且變化幅度不大。
4、數(shù)控車床回零不準確故障
4.1 故障現(xiàn)象
某數(shù)控車床,F(xiàn)ANUC 0i-TB 數(shù)控系統(tǒng),半閉環(huán),增量編碼器。X 軸每次回零點位置不準確,但是不 發(fā)生報警,誤差沒有規(guī)律,有時 3mm 左右,有時 7mm 左右。操作者每天開機回零點后通過刀補校正工件零點,在不關機的情況下加工尺寸準確。但是一旦關電,重新回零后,工件坐標尺寸不準確,實際上是零點不準確。
4.2 故障分析
這種故障很少發(fā)生,一般是由于柵格位置不穩(wěn)定所造成。增量編碼器返回零點實際上是在找到物 理柵格后,再移動一個 “偏移量”后形成的柵格停止作為零點,這個經(jīng)過偏移后的柵格實際上是電氣柵格,那么電氣柵格是由一組溢出脈沖發(fā)出的,每相隔一定容量值產(chǎn)生一個溢出脈沖。這個容量值是通過參數(shù) 1821“參考計數(shù)器容量”決定的。當參考計數(shù)器容量設置錯誤,電氣柵格的“溢出”是不規(guī)律的,從而造成每次回零不準。
4.3 維修過程
查看參數(shù) 1821—參考計數(shù)器容量設置值為3600,核算設置是否正確,測量 X 軸絲杠螺距為10 mm,并且確認電機與絲杠的傳動鏈是直連的,對于 10 mm 直連絲杠,參考計數(shù)器容量應設置10000,表明原參數(shù)設置錯誤。修改參考計數(shù)器容量值后,X 軸回零正常。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)