



MJ760 車削中心手持單元改造
2020-12-24 來源: 山西航天清華裝備有限公司 作者:楊苗洲
摘要:西門子 840D 數控系統已經停產,相關備件難以購買,為了保證設備繼續正常使用,必然面臨機床的整體或局部修理改造,以 MJ760 車削中心手持單元改造為例,介紹手持單元電氣線路改造、PLC 程序編制、功能測試等,改造功能上完全滿足使用,替換備件較原裝備件費用低,采購周期短,降低設備停機時間。
關鍵詞:840D 數控系統;手持單元;機床改造
0 引言
MJ760 車削中心,于 2003 年從濟南第一機床廠購置,已使用將近 17 年,機床配置西門子 840D 數控系統,手持單元為西門子 MINI 型手持單元(6FX2007-1AD0),由于長期使用老化,該手持單元故障頻繁,嚴重影響使用,因而決定采用第三方手持單元(安士能 HBA11206)來替換改造。
1 、改造準備
1.1 新舊手持單元對比及可行性分析
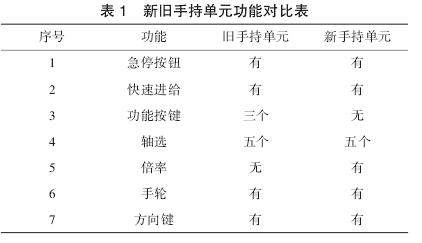
圖 1a 是 舊 手 持 單元,圖 1b 是新手持單元。從表 1 中可以看到舊手持單元比新的多了三個功能按鍵(序號 3),通過分析機床 PLC 程序,實際機床只用了一個功能按鍵,用于“超程解除”,而“超程解除”功能可以利用 MCP (機床控制面板)上空余按鍵來設計替代,因而新的手持單元替代舊的功能上可以完全滿足,而且新手持單元上有倍率選擇開關(序號 5),倍率生效后將更方便操作使用。

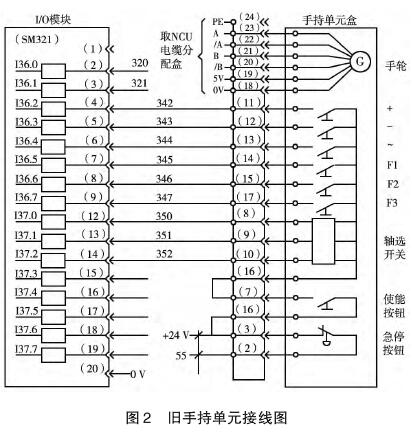
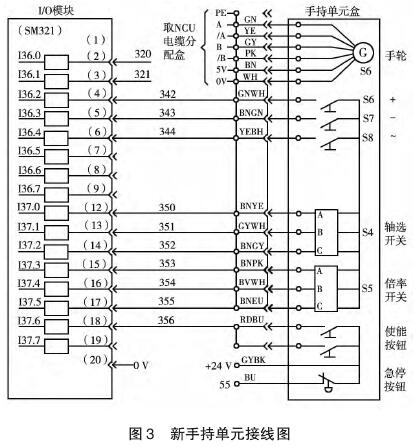
1.2 新舊手持單元電路接線改造
舊手持單元接線如圖 2 所示,新手持單元接線如圖 3 所示。
2 、手持單元 PLC 程序編制
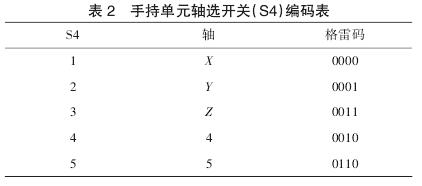
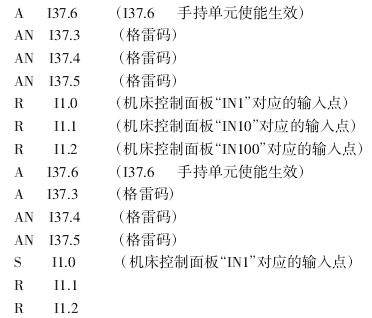
2.1 根據表 2 編制手持單元軸選開關 PLC 程序
由于新舊手持單元軸選編碼不同,因而需要重新編制 PLC程序。
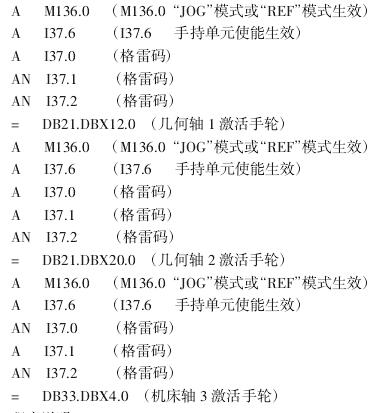
程序說明:
(1)這段程序幾何軸 1 實際上是對應的格雷碼是手輪上的“Y”軸,這樣做的原因是由于“X”軸的格雷碼全是 0,一旦內部斷線,或者軸選開關故障,導致格雷碼也全是 0 的情況下邏輯混淆,但是用“Y”軸替代“X”軸需要在手持單元上重新標識清楚,或者在軸選開關內部跳線,將“X”與“Y”格雷碼交換了。
(2) 軸選生效就是用外部信號激活相應的 840D 內部接口信號,對于 MJ760 車削中心而言,共有 4 個機床軸,X 軸(第一機床軸,也是第一幾何軸)、Z 軸(第二機床軸,也是第二幾何軸)、C 軸(第三機床軸,主軸)、SP1 軸(第四機床軸,動力頭軸),這里程序激活第一、第二幾何軸,也可以更改為激活第一、第二機床軸,即 DB21.DBX12.0 換為 DB31.DBX4.0,DB21.DBX20.0換為 DB32.DBX4.0。
(3)手持單元共控制三個軸:X、Z、C。
2.2 根據表 3 編制手持單元倍率開關 PLC 程序
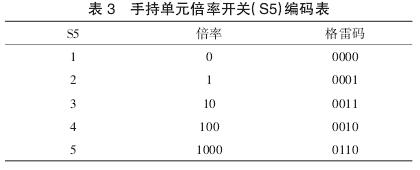
舊的手持單元沒有倍率開關,因而需要編制 PLC 程序讓新手持單元倍率生效。
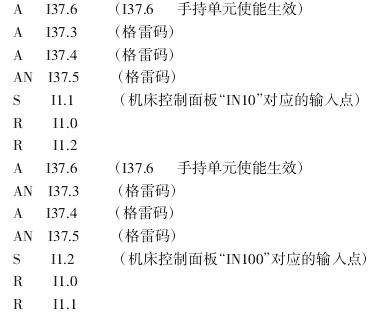
程序說明:
(1)針對機床使用“1、10、100”三擋倍率已經足夠使用。
(2) 手持單元控制機床移動的本質是讓機床軸工作在增量模式,因而外部倍率信號關聯在機床控制面板(MCP)的對應輸入按鍵“IN1、IN10、IN100”上即可,也可以關聯在系統接口信號上(DB3XDBX5.0\5.1\5.2)。
3 、手持單元測試
(1)首先測試手輪脈沖是否能被系統接收到,對于 840D 數控系統,只要手輪脈沖發生器正確連接在了 NCU 電纜分配盒上,而不管軸選以及倍率是否生效,搖動手輪時,系統接口信號DB10.DBB68(手輪 1)會有相應的脈沖計數,方法非常簡單,只要在屏幕上打開 PLC 狀態頁面,輸入該接口信號并搖動手輪就可以觀察到,DB10.DBB69 對應第二手輪接口,DB10.DBB70 對應第三手輪接口,若沒有相應變化,應檢查接線是否正確。
(2)測試機床能否正常移動,手持單元控制機床軸可以移動的條件如下:
DB3X.DBX21.7=1 (軸脈沖使能)
DB3X.DBX2.1=1 (軸伺服使能)
DB21.DBX6 .7=1 (軌跡進給倍率生效)
DB3X.DBX1 .7=1 (軸進給倍率生效)
激活手輪 (例中:DB21.DBX12.0 =1、DB21.DBX20.0=1 、DB33.DBX4.0 =1)。倍率生效(例中:MCP 按 鍵 “IN1”、“IN10”、“IN100”至少一個點亮)。
(3) 改造后效果圖(圖 4)

4 、結束語
對于 840D 數控系統的一些維修改造工作,需要維修人員在具備一定的西門子S7-300PLC 基礎知識的前提下,逐步去深入了解系統的一些接口信號知識,掌握了這些,將大大提高工作效率,也將大大節省設備維修改造費用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

