



搖籃式五軸數控機床的對刀方法:以華中 848D 系統五軸機床為例
2021-3-1 來源: 吉林鐵道職業技術學院 作者:莊德新
摘要:隨著科學技術的進步與創新,制造業水平的不斷提高,五軸數控機床已成為制造業中不能缺少的加工設備,廣泛應用于航空航天、軍事科研、民品制造、精密器械等領域,五軸數控機床既是衡量國力的標尺,又能衡量一個國家的制造業的水平高低,本文以我國自主研發的 HNC-848D 數控系統五軸機床為例,詳細講解對刀方法。
關鍵詞:3+2 回轉臺;五軸對刀;數控機床;搖籃式五軸
數控機床加工能力體現一個國家制造業水平的象征,是裝備制造業的基礎,它為新產品的試制與研發提供了重要的技術手段,更是高新技術產業和國防軍工現代化的戰略裝備。五軸機床科技含量高、精密度高、是專門加工復雜零件的機床,也是解決葉輪、葉片、汽輪機轉子、大型曲軸等零件加工的唯一手段。
1、 HNC- 848D 五軸數控機床的特點
1.1 HNC- 848D 五軸數控機床是在原有的 X、Y、Z 的坐標基礎上增加了兩個旋轉坐標軸。圍繞著 X 軸旋轉的坐標軸是 A軸,圍繞著 Z 軸旋轉的坐標軸是 C 軸,機床有 5 個伺服系統,五軸數控機床主要有三種結構形式:分別是工作臺傾斜型、主軸傾斜型、工作臺 / 主軸傾斜型。而一般工作臺傾斜型的結構形式是最常用的一種形式,A 軸的一般工作范圍 +100 度至 - 100 度。
當 A 軸回轉大于 90 度,工件切削時會對工作臺帶來很大的承載力矩。C 軸是 0 度~360 度任意回轉。這樣通過 A 軸和 C 軸的結合,除了固定在工作臺的底面之外,其它五個面都可以由立式主軸上的刀具進行切削加工。A 軸和 C 軸的最小分度值一般為 0.001 度。傘式刀庫能安裝 16 把刀具,主軸錐孔為 BT30、氣壓 0.6MPa、最大工件直徑為 φ250mm。主軸每分鐘最高轉速20000 轉。
1.2 加工前,兩個旋轉軸先將進行旋轉,將工件傾斜在一個固定的位置,通過回轉工作臺來定義空間中的旋轉加工面,再由 X、Y、Z 坐標軸進行進給切削加工。在此工作平面,可以進行
編程 2D 或 3D 加工操作。加工時回轉軸總是將要加工的平面旋轉到與 Z 軸垂直的位置在進行切削加工(也稱定向加工),并保持固定。
1.3 從工藝角度來講,轉臺通過旋轉可以進行精確的定位,相比三軸機床,可將不同的三個加工平面或曲面合在一個加工程序里進行加工,可減少因多次裝夾帶來的誤差,精度穩定、操
作靈活,可通過設計更緊湊合理的夾具,充分拓展轉臺的空間,可以一次性裝夾加工更多的平面。對于像葉輪或復雜曲面零件的加工,五軸機床有著先天的優勢。
2 、準備工作
2.1 開機回零
機床上電,5 秒后數控系統在開機,否則會因為電流過大,擊穿內部零部件。等待進入正常界面后,先進行各坐標軸回零操作,按機床面板上的回零鍵,(Z 軸先回零,依次 X.Y 軸回零、最后 A、C 軸回零),使各坐標軸復位。
2.2 裝夾工件
將毛坯安裝固定在旋轉臺上,使得毛坯露出夾具的高度大于銑削加工的深度。夾持工件時應遵循力的大小,力的方向和作用點,夾緊工件時,力的方向不能破壞工件定位。應夾持工件剛性較好的部位,以免工件產生變形,并且應夾持靠近工件的加工部位。夾緊力的大小要合適,過大會使工件變形或夾具損壞,過小會使工件在加工過程中發生松動或飛出造成事故。
3 、對刀原理與方法
3.1 當各坐標軸回零后(Z/X/Y/A/C 軸回零)使主軸軸線垂直于工作臺,手輪模式下,搖動手輪將基準刀具移動到工件的上方中心位置。編程原點一般設置在工件上表面中心位置,即對刀時采用四面碰邊,頂面為零的方法。
3.2 測量刀長可分為以下兩種
一種是機內測量刀具長度,另一種是機外對刀儀測量,本文以機內測量刀具長度為例,詳細講解對刀操作的方法。
3.3 對刀步驟
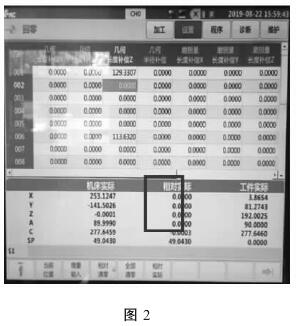
(1)將杠桿百分表安裝在旋轉坐標軸的電機平面上,使百分表歸零,移動百分表與主軸端面接觸,測量時需注意觀察百分表的測頭與主軸端面接觸良好,主軸端面與百分表接觸后,使主軸端面向 Z 軸負方向移動約 0.2mm 左右,觀察并記住表指針的擺動位置,把機床的相對坐標清零。(如圖 1 和圖 2 所示)

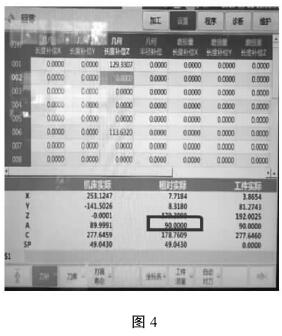
(2)注意安裝的百分表不能動,將基準刀具安裝在主軸上,使得刀具的底面切削刃與百分表的觸頭接觸,并且使得百分表的指針指向與測量主軸端面時的指針數值保持一致,測量后讀
取數值,此時 Z 軸的相對坐標值就是刀具的長度補償值。(如圖3 和圖 4 所示)

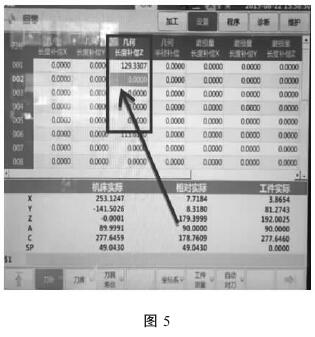
(3)按刀補鍵,找到與刀具號相對應的補償號,測量的是幾號刀具就將測量所得的刀長數值輸入到對應的幾號刀具長度補償地址值中(如 2 號刀具,輸入到刀補值 002 號的長度補償 Z
值參數中),注意輸入刀長的參數一定為正值,否則撞刀,此時基準刀具長度測量完成。(如圖 5 所示)
(4)MDI 狀態下輸入 M03 S500,將刀具轉動,手輪模式下將刀尖或刀具底面切削刃搖到與工件上表面接觸。
(5)當刀尖搖到與工件接觸后,將 Z 軸當前機械坐標值,輸入到 G54~G59 坐標系的 Z 坐標值中,H 值的偏置運算:用當前的 Z 軸的機械坐標值減去刀具的長度補償的補償值,并將 Z 軸計算的結果輸入到 G54~G59 坐標系的 Z 坐標值中,此時的坐標就是最終 G54 的 Z 軸坐標值。(實際是主軸端面是 Z 軸的零點,只是在調用刀具號時,Z 軸抬起的高度正好是刀補中長度補償值的數值,所以使得刀尖或刀刃與工件上頂面正好接觸,即為 Z0)。(如圖 6 所示)

(6)工件 X、Y 方向的對刀,如工件規整可用分中法來設定工件 X、Y 軸的坐標值,采用尋邊器進行分中,五軸的工件分中原理與方法與 3 軸數控銑床一致,設置數值也相同,都是將 X、Y 坐標值設置到 G54~G59 的坐標系中。
(7)對刀結束后,進行驗證刀具,在 MDI 模式入:G54 G90G01 X0 Y0 F800 G01 G43.4 H02 Z20,啟動程序開始運行,機床運動停止后,用直徑 20 刀棒進行測量驗證高度。
(8)如加工需要多把刀,其他刀具的刀具長度測量方法,重復 a~c 的步驟,按照所測量的刀具號輸入到對應的 Z 軸刀具長度補償地址值中,且一定為正值。
4、 結論
本文介紹了華中 848D 系統搖籃式五軸數控機床的對刀方法和操作步驟,當然在具體操作實施過程中還需要掌握一些技術和要領,本文所講述的操作步驟雖然看起來簡單,但要真正的掌握和應用它,還需要理論結合實踐,實踐驗證理論,并在實踐中不斷體驗、反思和提升。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

