精機(jī)")



基于球桿儀的五軸機(jī)床 RTCP 誤差檢測(cè)及補(bǔ)償
2021-3-11 來源:沈機(jī) ( 上海 ) 智能系統(tǒng)研發(fā)設(shè)計(jì)有限 作者:虞 敏 趙建華
引言: RTCP( rotational tool center point) 功能是五軸機(jī)床的一個(gè)重要功能,字面意思是 “旋轉(zhuǎn)刀具中心”,業(yè)內(nèi)往往會(huì)稍加轉(zhuǎn)義為 “圍繞刀具中心轉(zhuǎn)”,也有一些人直譯為 “旋轉(zhuǎn)刀具中心編程”。其實(shí)質(zhì)為保持刀具中心點(diǎn)不變實(shí)現(xiàn)刀具的轉(zhuǎn)動(dòng)。RTCP 功能的加入有效地提高了數(shù)控機(jī)床的加工效率,因此,RTCP 精度是五軸聯(lián)動(dòng)數(shù)控機(jī)床的重要精度指標(biāo)。
目前 RTCP 誤差檢測(cè)大多采用標(biāo)準(zhǔn)棒 ( 球頭檢棒或直棒等 ) 配合千分表 ( 百分表等 ) 的方式測(cè)量。這種方法會(huì)引入標(biāo)準(zhǔn)棒的輪廓誤差以及千分表的讀數(shù)偏差,降低 RTCP 誤差補(bǔ)償效果,并且需要人工讀取千分表讀數(shù),通常需要半天時(shí)間,其過程耗時(shí)耗力 ; 而且由于檢測(cè)方法的局限性,只能補(bǔ)償 4 項(xiàng)線性誤差。雷尼紹公司提出了 XR20 - W 無線型回轉(zhuǎn)軸校準(zhǔn)裝置和 Axiset Check - Up 回轉(zhuǎn)軸心線檢查工具,雖然這些設(shè)備檢測(cè)精度高,但價(jià)格昂貴,并且Axiset Check - Up 的使用必須配合宏程序才能運(yùn)行,受到數(shù)控系統(tǒng)類型的限制,目前只支持Siemens、Fanuc 等高檔數(shù)控系統(tǒng)。
利用球桿儀檢測(cè)五軸機(jī)床旋轉(zhuǎn)軸誤差是一種廉價(jià)、高效的誤差檢測(cè)方法。本文采用球桿儀作為 RTCP 誤差檢測(cè)的工具。只需讓球桿儀分別在xy 平面運(yùn)行 360°,yz 平面運(yùn)行 180°,即可快速得到 RTCP 的 4 項(xiàng)線性誤差和 4 項(xiàng)角度誤差,整個(gè)檢測(cè)及補(bǔ)償過程不超過半小時(shí),并且在 RTCP誤差模型中考慮了球桿儀的安裝誤差,降低對(duì)球桿儀的安裝要求,提高了 RTCP 誤差補(bǔ)償?shù)木取?/font>
1、 基于球桿儀檢測(cè)的RTCP 誤差模型
1.1 AC雙轉(zhuǎn)臺(tái)RTCP 誤差
理論上來說,回轉(zhuǎn)軸的軸線應(yīng)該與其對(duì)應(yīng)的直線軸平行,同時(shí)兩個(gè)回轉(zhuǎn)軸的軸線應(yīng)該正交于一點(diǎn),但是實(shí)際上雙轉(zhuǎn)臺(tái)在安裝過程中不可避免地會(huì)產(chǎn)生偏差。AC雙轉(zhuǎn)臺(tái)的結(jié)構(gòu)如圖1 所示。
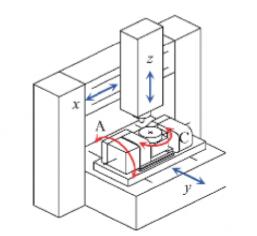
圖 1 AC 雙轉(zhuǎn)臺(tái)機(jī)床結(jié)構(gòu)

圖 2 AC 雙轉(zhuǎn)臺(tái) RTCP 誤差
RTCP 誤差共包含 4 個(gè)線性誤差和 4 個(gè)角度誤差 ( 圖 2),分別為A軸旋轉(zhuǎn)中心 OA相 對(duì)機(jī)械坐標(biāo)原點(diǎn) OM 在x、y、z方向上的位置誤差δxAY δyAY δzAY 以及A軸旋轉(zhuǎn)時(shí)的3項(xiàng)角度誤差
除此之外,C軸旋轉(zhuǎn)中心應(yīng)該與A軸旋轉(zhuǎn)中心在Y向交于一點(diǎn),并且旋轉(zhuǎn)中心線與Z軸重合,但實(shí)際在安裝時(shí)不能保證,這樣就產(chǎn)生C軸相對(duì)A軸在Y向的位置誤差δxAY和繞Z軸角度誤差
此外,如圖 3所示,在安裝球桿儀時(shí),由于主軸中心 線 與 C 軸 旋 轉(zhuǎn)中心線不重合,刀柄的中心線與主軸中心線也不重合,兩者共同造成安裝在主軸端的小球相對(duì)于 C 軸旋轉(zhuǎn)中心在 x 和 y 向存在初始安裝誤差 exs、eys。
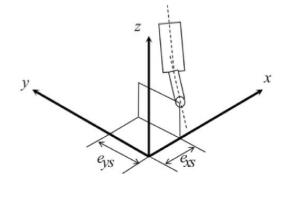
圖 3 球桿儀初始安裝誤差
1.2AC雙轉(zhuǎn)臺(tái)RTCP誤差模型
球桿儀檢測(cè) RTCP 誤差的原理是由于五軸機(jī)床旋轉(zhuǎn)軸軸心線的位置偏差,造成球桿儀桿長(zhǎng)的變化。從 RTCP 功能來看,RTCP 誤差補(bǔ)償實(shí)際上補(bǔ)的也是旋轉(zhuǎn)軸運(yùn)動(dòng)時(shí)產(chǎn)生的誤差,區(qū)別在于 :
1) RTCP 誤差是常數(shù),補(bǔ)償?shù)氖切D(zhuǎn)中心相對(duì)于機(jī)床坐標(biāo)系在 x、y 方向的偏差,不隨旋轉(zhuǎn)軸旋轉(zhuǎn)而變化,而旋轉(zhuǎn)軸誤差在每個(gè)旋轉(zhuǎn)角度位置處對(duì)應(yīng)一誤差 ;
2) 對(duì)于雙轉(zhuǎn)臺(tái)五軸機(jī)床來說,球桿儀檢測(cè)RTCP 誤差時(shí),桿長(zhǎng)變化值是由主軸端小球的誤差引起的,而用球桿儀檢測(cè)旋轉(zhuǎn)軸誤差,桿長(zhǎng)變化值是由主軸端和工作臺(tái)端小球中心點(diǎn)的偏移共
同引起的。因此,球桿儀檢測(cè) RTCP 誤差只需針對(duì)主軸端小球中線點(diǎn)軌跡進(jìn)行分析。
主軸端小球軌跡中心點(diǎn)偏移是由 RTCP 誤差和球桿儀安裝誤差共同引起的。對(duì)于雙轉(zhuǎn)臺(tái)五軸機(jī)床來說,RTCP 參數(shù)包含 4 個(gè),Ri、Rj、Rk 分別表示 C 軸旋轉(zhuǎn)中心相對(duì)機(jī)床坐標(biāo)原點(diǎn)在 x、y、z 方向的偏移 ; Jj 表示 A 軸旋轉(zhuǎn)中心相對(duì) C 軸旋轉(zhuǎn)中心在 y 向的偏移。
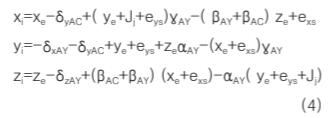
理想情況下,在進(jìn)行 RTCP 計(jì)算時(shí),需要把1.1 提到的 8 項(xiàng) RTCP 誤差代入到模型中,并且包含球桿儀安裝誤差,根據(jù) AC 雙轉(zhuǎn)臺(tái)機(jī)床運(yùn)動(dòng)鏈,主軸端小球的運(yùn)動(dòng)軌跡為 :
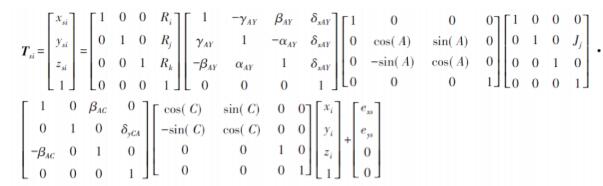
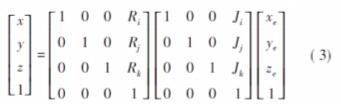
其中 : xi、yi 和 zi 是小球中心相對(duì)于 C 軸旋轉(zhuǎn)中心的坐標(biāo)位置。實(shí)際情況下代入 RTCP 算法計(jì)算不包含在運(yùn)動(dòng)過程中的 RTCP 8 項(xiàng)誤差,代入 RTCP 運(yùn)算的初始位置坐標(biāo)值也不包括球桿儀安裝誤差,因此主軸端小球的軌跡為 :

其中 xe、ye 和 ze 是實(shí)際情況下代入 RTCP 算法的編程坐標(biāo),即小球中心相對(duì)于 C 軸旋轉(zhuǎn)中心的坐標(biāo)位置。主軸端小球的誤差為 E=Tse-Tsi 式 (1) 即為 RTCP 誤差模型。為了求解 xi 和 xe、yi 和 ye、zi和 ze,設(shè)在不運(yùn)動(dòng)的情況下,且在 A=0,C=0 處,理想情況下,在機(jī)床坐標(biāo)系下小球中心點(diǎn)坐標(biāo)為 :

實(shí)際情況下,小球初始安裝位置在機(jī)床坐標(biāo)系下中心點(diǎn)坐標(biāo)為 :
在不運(yùn)動(dòng)情況下,E=0,則實(shí)際坐標(biāo)和理想坐標(biāo)之間的關(guān)系為:
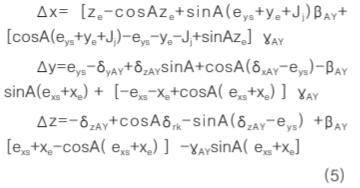
當(dāng) A 軸旋轉(zhuǎn)時(shí),RTCP 誤差模型中的 C=0,根據(jù)式 (1) 和式 (4) 得到小球中心點(diǎn)在 x、y、z向的位置偏差為 :
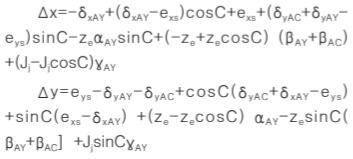
當(dāng) C 軸旋轉(zhuǎn)時(shí),RTCP 誤差模型中的 A=0,根據(jù)式 (1) 和式 (4) 得到小球中心點(diǎn)在 x、y、z向的位置偏差為 :
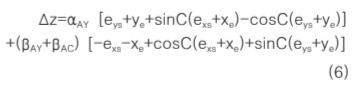
式 (5) 和式 (6) 即為基于球桿儀的 AC 雙轉(zhuǎn)臺(tái) RTCP 誤差模型。
2 、RTCP誤差元素求解
2.1 A軸旋轉(zhuǎn)
將球桿儀分別安裝在軸向 (x 向 ) 、徑向 (y向 ) 和切向 (z 向 ) 測(cè)得球桿儀的桿長(zhǎng)變化記為 :ΔAxial,ΔRadial,ΔTang, 則 根 據(jù) 圖 4、 圖 5得出 A 軸旋轉(zhuǎn),小球中心點(diǎn)在 z 軸、x 軸和 y 軸向的誤差為 :
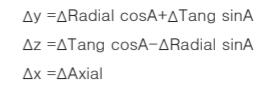

圖 4 A 軸旋轉(zhuǎn)球桿儀桿長(zhǎng)坐標(biāo)轉(zhuǎn)換
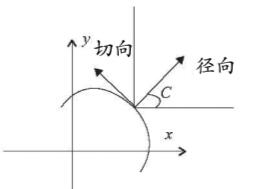
圖 5 球桿儀桿長(zhǎng)坐標(biāo)轉(zhuǎn)換
A 軸旋轉(zhuǎn)時(shí),分別將球桿儀在 yz 平面內(nèi)軸向和徑向運(yùn)動(dòng)代入到公式 (2) 中,分別得到 A= 0°、A= 90°、A =180°、A=-90°時(shí)的小球中心點(diǎn)偏移量。
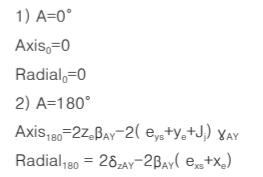
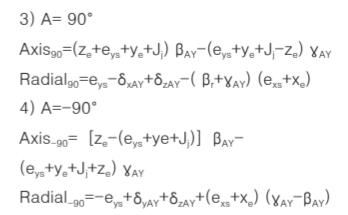
由上面可以得到 A 軸旋轉(zhuǎn)時(shí),在 yz 平面內(nèi)小球中心點(diǎn)圓軌跡在 y 和 z 向的偏心量,該值可以在球桿儀分析軟件中直接獲得。

通過求解以上 4 個(gè)公式,可得到如下 4 項(xiàng)誤差
2.2 C軸旋轉(zhuǎn)
將球桿儀分別安裝在軸向 ( z 向 ) 、徑向 ( x向 ) 和切向 ( y 向 ) 測(cè)得球桿儀的桿長(zhǎng)變化記為 :ΔAxial,ΔRadial,ΔTang,則根據(jù)圖 3 得出 C軸旋轉(zhuǎn),小球中心點(diǎn)在 z 軸、x 軸和 y 軸向的誤差為 :
同 A 軸旋轉(zhuǎn),C 軸旋轉(zhuǎn)時(shí),分別將球桿儀在 xy平面內(nèi)軸向和徑向運(yùn)動(dòng),根據(jù)式 (3) 分別得到 C = 0°、C = 90°、C =180°、C= 270°時(shí)的小球中心點(diǎn)偏移量

得到C軸徑向和軸向放置時(shí),在x和y向的偏心量
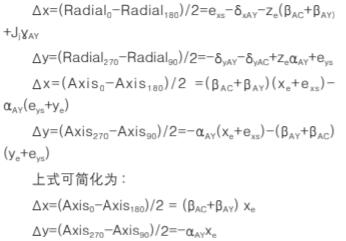
進(jìn)而可求出可得到如下 4 項(xiàng)誤差:
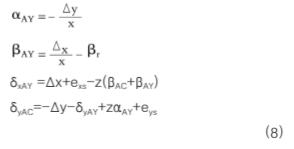
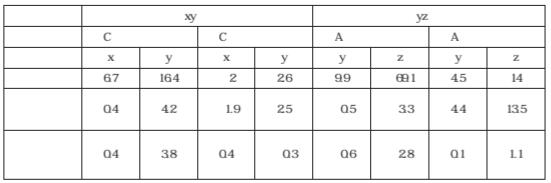
表 1 RTCP 誤差補(bǔ)償前后比較單位 : μm
3 、實(shí)驗(yàn)驗(yàn)證
為了驗(yàn)證本文提出的誤差模型及相關(guān)算法的正確性,對(duì)某機(jī)床廠 VMC0656e 五軸機(jī)床做了 RTCP 誤差補(bǔ)償實(shí)驗(yàn)。首先安裝球桿儀,根據(jù)RTCP 參數(shù),設(shè)置當(dāng)前坐標(biāo)系 ( 如 G58) 的 x、y、z 值為 C 軸回轉(zhuǎn)中心在機(jī)床坐標(biāo)下的值。然后在當(dāng)前坐標(biāo)系下,移動(dòng) x 軸到 L 的位置,調(diào)整磁力球座的位置,保證磁力座球頭坐標(biāo)在當(dāng)前坐標(biāo)系下的 x 坐標(biāo)為 L,即式 (7) 中的 x = L。式 (8) 中的 z 值可直接在 WMS 坐標(biāo)系下讀出,用于誤差量的計(jì)算。將 A、C 軸運(yùn)動(dòng)到 0 的位置,分別記錄 SP = 0°、90°、180° 和 270° 時(shí),球桿儀的桿長(zhǎng)值,求出安裝誤差 exs 和 eys; 最后讓球桿儀分別在 xy 平面和 yz 平面軸向和徑向放置,運(yùn)行球桿儀檢測(cè)程序,根據(jù)球桿儀分析軟件得出的偏心量以及上文推導(dǎo)的誤差公式,計(jì)算 8 個(gè)誤差量。
補(bǔ)償方法分為兩種 : 一種是只補(bǔ)償 4 項(xiàng)線性誤差,另外一種是補(bǔ)償線性和角度誤差。補(bǔ)償前和補(bǔ)償后的偏心量見表 1。從表中可以看出,如果只補(bǔ)償 RTCP 4 項(xiàng)線性誤差,球桿儀在 xy 平面和 yz 平面徑向運(yùn)動(dòng)時(shí)的精度提高了,但是球桿儀軸向放置時(shí),偏心量變化很小。通過角度誤差補(bǔ)償之后,該軸向放置時(shí)的偏心量明顯減小,旋轉(zhuǎn)中心偏移量基本在 3 μm 左右。
4 、結(jié)語(yǔ)
分析了 AC 雙轉(zhuǎn)臺(tái)機(jī)床結(jié)構(gòu),指出 RTCP 誤差包含 4 項(xiàng)線性誤差、4 項(xiàng)角度誤差和初始安裝誤差。在此基礎(chǔ)上根據(jù) AC 雙轉(zhuǎn)臺(tái)運(yùn)動(dòng)鏈,建立包含安裝誤差在內(nèi)的 RTCP 誤差模型,并根據(jù)球桿儀檢測(cè)原理,分離出 8 項(xiàng)誤差。最后通過對(duì)VMC0656e 五軸機(jī)床的誤差補(bǔ)償,驗(yàn)證了相關(guān)模型和算法的正確性及有效性。該方法可應(yīng)用于其他類型的五軸機(jī)床 RTCP 誤差檢測(cè)和補(bǔ)償。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年10月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別