



轉(zhuǎn)向助力器扭桿自動壓拔校直設備研制
2014-3-19 來源:數(shù)控機床市場網(wǎng) 作者:
摘要:根據(jù)轉(zhuǎn)向助力器扭桿壓拔校直工藝的要求,研制出一種自動壓拔校直設備,采用專用夾具提高系統(tǒng)精度,克服了傳統(tǒng)工藝工效低、裝配精度低等缺點。該設備在自動壓拔校直時,以PLC為控制系統(tǒng)核心,與HMI協(xié)調(diào)作用,可修改、設置相關參數(shù),確保扭桿壓拔、校直的效率及合格率。
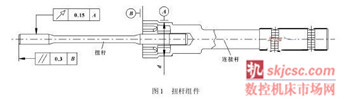
扭桿壓拔校直設備是用來將扭桿壓入連接軸,并對其進行拉拔測試,與此同時,對完成壓拔工藝的扭桿組件進行測量、校直的設備。此前,扭桿與連接軸通過圓柱銷連接,扭桿為光桿,連接軸為光孔,為過渡配合。因此,在將扭桿壓入連接軸后,應再打孔用銷子貫穿以達到固定的作用。如此工藝較為繁復,且不易實現(xiàn)自動化作業(yè)。目前的工藝為扭桿與連接軸之間采用過盈配合,且扭桿在連接處被加工成花鍵,將原來的彈性變形改為塑性變形,通過過盈配合產(chǎn)生足夠的過盈力來起到牢固連接的作用,省去打孔穿銷的工藝,使工藝簡化,提高效率。需要進行壓拔校直的扭桿、連接軸及壓裝好的扭桿組件如圖1所示。
1 扭桿壓拔校直設備機械系統(tǒng)
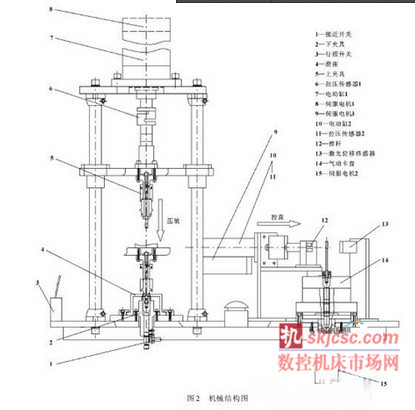
扭桿壓拔校直設備分為壓拔工位和測量校直工位。拉拔工位完成扭桿的壓裝工藝和拉拔測試工藝,測量校直工位完成扭桿組件的檢測工藝和校直工藝。雖在同一設備上,壓拔工位與檢測校直工位卻可以同時工作,而不影響系統(tǒng)精度。該設備的機械結(jié)構見圖2。
1. 1 扭桿壓拔系統(tǒng)
扭桿壓拔系統(tǒng)由伺服電機1、電動缸1、拉壓傳感器1、上夾具、下夾具、滑座、接近開關、行程開關等組成。
扭桿壓拔系統(tǒng)的動力由伺服電機1提供,通過電動缸1將旋轉(zhuǎn)運動轉(zhuǎn)化為直線運動,安裝在電動缸1端部的拉壓傳感器1則及時向PLC傳遞受力信號。上夾具用于裝夾待壓裝扭桿,下夾具用于放置待壓裝連接軸。接近開關用于檢測連接軸是否裝夾到位,若無裝夾正確信號則無法進行壓拔工藝。滑座則是在完成壓裝工藝后、進行拉拔測試之前伸出,擋住連接軸,使得拉拔測試得以進行;并在完成拉拔測試后退回,使拉拔測試后的工件得以取出。行程開關是在工件裝夾都完畢且全部正確時的一個開始開關,撥動行程開關設備開始自動進行壓拔工藝。
1. 2 扭桿測量校直系統(tǒng)
扭桿測量校直系統(tǒng)由伺服電機2、電動缸2、拉壓傳感器2、頂桿、伺服電機3、氣動卡盤、激光位移傳感器等組成。
扭桿測量校直系統(tǒng)由測量系統(tǒng)和校直系統(tǒng)兩部分組成。壓拔結(jié)束的扭桿組件都需測量其跳動量,檢查是否在合格范圍內(nèi),測量系統(tǒng)正是為了實現(xiàn)這一功能而設計的。若所測量得的跳動量大于指定值X,則由校直系統(tǒng)進行校直,使扭桿組件合格。
測量系統(tǒng)由伺服電機2、氣動卡盤、激光位移傳感器等組成。氣動卡盤用于裝夾待測扭桿組件,卡盤的高精度保證了測量數(shù)據(jù)的可靠性。激光位移傳感器用于測量待測組件到傳感器的距離。在裝夾完組件后,激光傳感器自動檢測該距離,若在指定范圍內(nèi)則自動夾緊,并由伺服電機2提供動力帶動卡盤旋轉(zhuǎn)一周。激光傳感器始終自動檢測組件距離并及時傳遞到PLC,通過PLC中一系列的運算得到組件的跳動量。
若是超過指定值X則需進行校直。校直系統(tǒng)由伺服電機3、電動缸2、拉壓傳感器2、頂桿等組成。伺服電機3提供動力,電動缸2將伺服電機的旋轉(zhuǎn)運動轉(zhuǎn)化為直線運動后帶動推桿對扭桿組件進行校直。安裝于電動缸2端部的拉壓傳感器2用于檢測推力的大小并及時傳遞到PLC,這個力是校直工藝結(jié)束與否的一個判斷條件。
2 扭桿壓拔校直設備的電控系統(tǒng)
2. 1 控制系統(tǒng)硬件設計
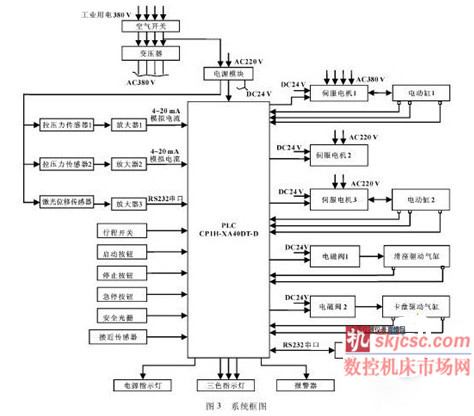
該扭桿壓拔校直設備可實現(xiàn)手動和自動功能,它由可編程邏輯控制器( PLC)、伺服電機及人機交互界面( HMI)等組成。其中PLC是整個控制系統(tǒng)的核心,遵循經(jīng)濟、可靠、安全、合理的原則,選用歐姆龍CP1H系列CP1H - XA40DT - D[1]。HMI選用歐姆龍NS系列的NS12 - TS00B - ECV2,此款HMI的屏幕尺寸為304. 8 mm ( 12英寸),且滿足人機交互的需要[2 -3]。激光位移傳感器選用歐姆龍ZX - LD40,微米級的測量精度,確保整套系統(tǒng)數(shù)據(jù)的準確性。伺服電機選用三菱系列。其他硬件根據(jù)性能可靠并遵循經(jīng)濟、安全、合理的原則適當選取。根據(jù)控制扭桿壓拔校直的具體要求,其系統(tǒng)框圖設計如圖3所示。
2. 2 控制系統(tǒng)軟件設計
2. 2. 1 壓拔控制原理
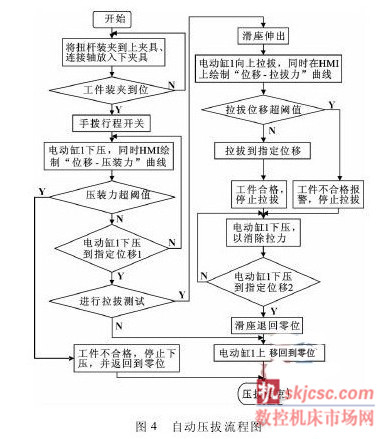
壓拔開始之前需先使各部件復位,即使電動缸1回到零位,滑座回到零位。復位完成后裝夾好工件,撥動行程開關開始自動壓拔。系統(tǒng)復位可通過點擊HMI上的“停止復位”按鈕來完成。在做拉拔測試時,將判斷能承受8 kN以上的力變換為判斷拉拔至8 kN力時扭桿的位移量不超過指定值。判斷拉拔力的大小是為了確定壓裝后扭桿與連接軸之間的松緊程度,力越大則越緊;反之,力過小,則在使用過程中容易松脫,存在安全隱患。用相同的力拉拔,連接越是緊湊的扭桿拉拔位移越小。由此可知,將力判斷方式改為位移判斷方式可行。具體的位移閾值則通過試驗得到。該設備的自動壓拔流程圖如圖4所示。
2. 2. 2 測量校直控制原理
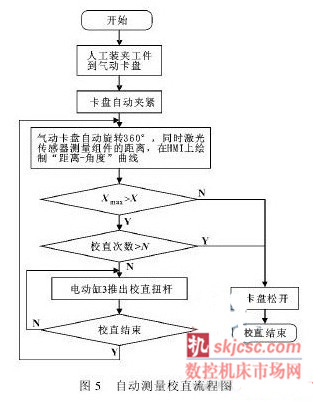
測量校直開始之前需先使各部件復位,即使電動缸2回到零位,氣動卡盤處于松開狀態(tài)。系統(tǒng)復位可通過點擊HMI上的“停止復位”按鈕來完成。復位完成后將壓裝好的扭桿組件放入三爪卡盤中,激光傳感器將自動檢測扭桿組件的距離,在指定距離范圍內(nèi)則卡盤自動夾緊,同時伺服電機2開始旋轉(zhuǎn),即系統(tǒng)自動夾緊并測量。測量完成后,會根據(jù)一圈內(nèi)所測得的距離數(shù)據(jù)計算工件的跳動量。比較工件的最大跳動量Xmax與指定值X,若Xmax< X,則扭桿合格;否則判為不合格,系統(tǒng)自動開始校直。校直完成后系統(tǒng)開始第二輪測量,并判斷合格與否。如此反復,直至校直到合格范圍,或者校直次數(shù)超過指定次數(shù)N。經(jīng)過試驗并調(diào)整不同跳動量區(qū)間所對應的校直力,目前可穩(wěn)定在3次以內(nèi)將所有扭桿校直,即該設備加工出來的扭桿組件合格率達到了100%。該設備的自動測量校直流程圖如圖5所示。
3 結(jié)束語
該扭桿壓拔校直設備以PLC為控制核心,通過HMI進行人機交互,依靠伺服電機達到精確定位,通過激光傳感器完成微米級的測量。扭桿壓拔的合格率達到設計要求,并能在指定次數(shù)內(nèi)將所有扭桿校直到合格范圍,生產(chǎn)出的扭桿組件合格率達到100%。該設備實現(xiàn)了扭桿壓拔及測量校直的自動化,極大地減輕了壓拔校直的勞動強度。目前,該設備已投入使用,使用效果很好。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)