



雷尼紹助力精密數控加工工廠將鋁制熔模鑄件的加工效率提高80%以上
2022-7-13 來源:雷尼紹 作者:-
幾年前,由于油氣行業不景氣,位于猶他州奧格登市的LeanWerks公司不得不向其他行業拓展業務,包括航空航天和高速自動化行業,以建立更均衡的客戶群和更穩定的工作流程。這家代工工廠現已獲得AS9100C航空航天標準認證,同時也開始對其現有的部分加工設備進行改造,以更好地滿足新涉足行業的加工要求。
背景
LeanWerks總裁兼聯合創始人Reid Leland舉了一個例子:用于制造噴氣式發動機燃油濾清器外殼的鋁制熔模鑄件。在LeanWerks最初接觸到這個項目時,他們的客戶(一家航空航天零部件鑄造廠)的生產進度已經落后于交付計劃將近一年,原因是內部加工過程太慢,導致生產效率很低。結果造成這家鑄造廠的客戶(即安裝這款外殼制造噴氣式發動機的OEM)對他們失去耐心,而且這項作業的延誤還導致其他訂單被迫積壓,令其他客戶頗有微詞。因此,為了減輕內部加工資源的負擔,該鑄造廠找到LeanWerks,希望他們承接這種鑄件的加工作業。

挑戰
相比其他鑄造工藝,熔模鑄件具有形狀復雜但尺寸精度高的優點,因此許多工程師在其工件設計中指定使用熔模鑄件;但是,這些鑄件仍需要經過精加工才能實現精確的裝配,以達到產品功能的高性能要求。
然而,由于這類毛胚鑄件復雜各異,而且相關的工件夾持要求比較棘手,因此有些工廠不愿承接此類加工作業。
比如說,燃油濾清器外殼需要多項加工操作,包括深孔銑削、鏜削、端面銑削、鉆孔、攻絲、內徑開槽和3D輪廓加工。起初,LeanWerks認為可以先在三軸銑床上進行幾次設定,然后在車削中心上進行一次設定,通過這種方法完成這項作業。但是后來他們發現這種方法并不理想,因為在多次設定之后,工件的復雜基準設計的嚴苛位置公差要求將難以滿足。
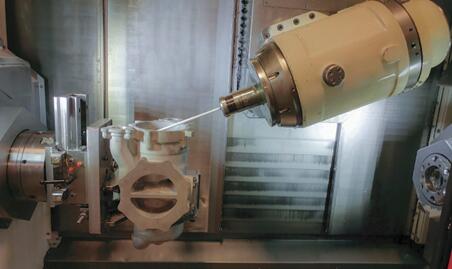
LeanWerks轉而考慮如何充分利用現有的Mazak Integrex i200S車銑復合機床的銑削能力,以盡可能減少在加工過程中接觸工件的次數。該工廠過去主要使用這臺機床來生產用于石油和天然氣行業的高壓泵送作業的錐形旋塞閥鑲套閥芯,用于諸如水力壓裂和連續油管等應用。Integrex機床既可以車削工件的錐形外徑,又可以銑削工件內部的斜向(或橫向)流道孔,因此非常適合加工閥門的鑲套閥芯。這臺機床還可以銑削在裝配時需要接合O型圈的孔,由于這些孔是錐形面,因此需要進行五軸輪廓加工。
也就是說,在車銑復合機床上加工燃油濾清器外殼時,雖然不需要車削操作,但也存在多項挑戰。例如,A356.0航空級鑄鋁的二氧化硅含量很高,切削難度大。
此外,這種鑄件的幾何形狀復雜,在各個表面上具有多個角度各異的特征(包括鑄件內部13英寸深的底部有一個關鍵裝配特征),而且薄壁部位在加工過程中會產生振動問題。再加上,這種工件具有公差要求嚴苛的復雜基準結構,例如:某些寬距特征的位置度公差為0.25 mm,而其他窄距特征的尺寸公差為0.01 mm,位置度公差為0.05 mm。
解決方案
因此,LeanWerks采取了三大步驟,實現了在車銑復合機床上通過一次設定對熔模鑄件的五個面進行高效加工。第一步是設計一款夾具來固定鑄件,以便對工件的五個面進行加工。這款夾具的一個關鍵部分是支架,它與鑄件的主體接合,同時允許接近支架腿之間和旁邊的工件特征。為了將鑄件固定在支架上,LeanWerks在支架腿之間安裝了鏈條和滑輪機構,以實現均勻夾緊。
由于車銑復合機床沒有足夠的Y軸行程可接近所有特征,因此LeanWerks在夾具中加入了一個Setco燕尾滑塊,使支架和工件能夠滑動并在可接近的位置重新夾緊,而無需完全重新固定工件。為確保剛性,支架被安裝在鋼制底板上,并通過定位銷和焊接進行加固。底板安裝在在燕尾滑塊的鞍座上,而滑塊底座安裝在機床現有的三爪卡盤的主爪上。
第二步是,該工廠集成了一套觸發式測頭測量系統。由于每個毛胚鑄件的形狀略有不同,而且用于解決Y軸行程問題的滑動夾具會改變工件的位置,因此必須進行觸發式測頭測量。通過測頭測量可精確地確定工件移位后的新位置,從而使后續刀具路徑與實際工件位置實現最佳擬合。
事實上,該工廠意識到,除了標準長度的測頭之外,他們還需要一個測量范圍加大的測頭,用于測量工件內部深處的特征。由于車銑復合機床只有一個測頭測量通道,LeanWerks使用雷尼紹RMI-Q無線電接口對機床進行了改造,并在主機控制面板中安裝了可編程邏輯控制器 (PLC) 卡來處理第二個測頭的信號。短測頭使用長度為25 mm的測針,長測頭使用安裝在200 mm加長桿上的長度為50 mm的測針。兩款測頭均使用雷尼紹RMP60測頭本體。

使用雷尼紹的Inspection Plus(增強型工件測量軟件)對測頭測量程序進行編程,并將生成的代碼添加到機床程序的適當位置。初始測頭測量程序在外殼腔內的底部端口及外殼正面的開口上采點,以確定工件的中心軸。測量的其他特征包括靠近表面的其中一個小端口,以確定工件的旋轉方向;以及主側法蘭的一個內壁,以確定工件的Z軸位置。Mazak的工件位置誤差補償 (WPEC) 軟件模塊能夠利用初始測頭測量位置進行計算,以檢查工件隨主軸分度運動后的真實位置偏差。在初始測頭測量程序之后,再執行后續測量,以確認相關特征和加工后表面的位置。
最后一步是,該工廠采用先進的切削刀具技術對該工件和研磨鋁材料進行深加工操作。在這項作業中,該工廠使用Rego-Fix公司的powRgrip刀具夾持系統。作為熱縮配合的替代方案,powRgrip是一種機械壓合系統,由刀架、精密夾套,以及一個用于將夾套和刀具插入刀架的緊湊型臺式液壓夾緊裝置組成。Rego-Fix稱,該系統能夠產生高夾緊力,同時將總指示器讀數保持在小于0.0001英寸。該系統的剛性有助于提高刀具使用壽命和切削精度。
用于這項作業的切削刀具必須具有大正前角,以極高的速度運行,且切深較小。LeanWerks選用的是Garr Alumistar立銑刀,以及一把帶有無涂層、高拋光、大正前角刀片的小型面銑刀。
LeanWerks還使用機外對刀裝置為這項作業進行對刀。這項操作不僅可對刀具進行外部對刀,更重要的是,還可檢查切削刃、驗證成型刀具的形狀和測量跳動度,從而協助校驗和故障排除。
結果
LeanWerks開發出在車銑復合機床上加工熔模鑄件的制程,將每個工件的加工效率從每件10小時提升到不到2小時。在此基礎上,該工廠還在探索更多方法,以提高現有的生產加工能力,向更多行業拓展業務。
詳情請訪問www.renishaw.com.cn/leanwerks
詳情請訪問www.renishaw.com.cn/machinetool
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

