


大型機床導軌直線度測量儀的設計探討
2016-8-18 來源:四川省鹽業學校 作者:崔宇翔
摘要:文章重點介紹了直線度測量儀的工作原理,大型機床導軌直線度測量儀的總體設計、硬件設計和軟件設計,以及大型機床導軌直線度測量儀直線度誤差評定算法。
關鍵詞:大型機床導軌;直線度測量;誤差評定算法;設計
前言
近年來,伴隨自動化技術、計算機技術、通信技術等在工業領域內應用的日益廣泛和成熟,以及大型機床生產數量的逐漸增加,為提高機床導軌直線運動精度,提高大型機床工作性能,利用現代化信息技術來設計科學先進的大型機床導軌直線度測量儀勢在必行。
1、直線度測量儀的工作原理
首先,將半導體激光器置于被測直線段的一側,使其射出的光線與被測機床導軌平行。然后,將無線光靶置于被測機床導軌之上,使激光器射出的光線正好落在兩片光電池的中心位置,同時以激光器射出的光線為直線度測量基準,讓無線光靶沿著被測導軌直線段移動。當激光照到無線光靶中的光電池時,兩個光電二極管就會同時輸出一個與光照面積成正比的微弱電流信號[1]。這兩個微弱電流信號經放大電路前置放大器放大并轉換為電壓信號后,就可以根據兩片光電池產生的電壓差值來預測無線光靶移動的范圍,從而計算出被測導軌的直線度。
最后,將運算后的信號輸入單片機中轉換成數字信號后相除,得到反映入射光光點位置的信號,再將其經無線光靶中的無線數據傳輸模塊傳輸至數據采集模塊,數據采集模塊接收信號后傳送至PC 機,由PC 機完成最后的數據處理。
2 、大型機床導軌直線度測量儀的設計
2.1 總體設計
根據大型機床導軌直線度測量儀的具體用途,文章將其系統設計劃分為四大功能模塊,包括數據采集模塊、半導體激光器、無線光靶和PC 機。其中,數據采集模塊主要由單片機和無線數據傳輸兩部分組成,無線光靶主要由放大電路、單片機、光電池和無線數據傳輸四部分組成,PC 機主要由數據庫、串口通信、直線度計算和繪圖四部分共同組成[2]。各個模塊在按照既定程序完成自己分配職責的同時,彼此之間也在相互協同工作,從而能夠很好地完成大型機床導軌直線度測量工作。
2.2 硬件設計
放大電路設計。放大電路的設計需要使用光電傳感器,常見光電傳感器有光電二極管、四象限光電池等。光電傳感器光照度與反向電流成正比,具有響應快、噪聲低、方便等優點,多用于激光探測。四象限光電池多用于光電開關、光電耦合等。不同光電傳感器有著不同的特點與適用范圍,對于大型機床導軌直線度測量系統放大電路而言,文章選用光電二極管。由于光電輸出為一個微弱的模擬信號,易受外界環境干擾,因而前置放大器需要對模擬信號進行預處理,即其應集成高輸入阻抗、低輸出阻抗等多種能力。文章選擇ICL7650系列的集成運放作為前置放大器。
單片機選型。在大型機床導軌直線度測量儀設計中,單片機是整個系統最為核心的一個部件,它控制著系統各個部分的運轉狀態,并與其他部件一起完成數據采集、處理等操作[3]。對于單片機的選型應盡可能選擇低功耗、性價比高的單片機,以降低能源損耗,延長設備的使用壽命。文章選用超低功耗、多種存儲器形式、強大數據處理能力、高效開發環境的MSP430 型號單片機作為整個直線度測量系統的控制中心。該單片機可以為系統的低功耗運行與設備的充分利用提供可靠保障。
2.3 軟件設計
CRC 校驗協議編寫。由于系統實際運行過程中,受外界環境干擾或一些其他因素影響,極易出現數據傳輸錯誤現象,所以為保證數據傳輸的完整性、正確性與可靠性,需要采用相應校驗方法對數據通信進行校驗。目前,常用校驗方法主要有循環冗余校驗(CRC)、奇偶校驗等。循環冗余校驗碼既可以用硬件來實現也可以用軟件來實現,文章采用軟件方法來實現對數據通信的循環冗余校驗。首先,將一個16 位寄存器全部置1,將數據包中8 字節與其當前值進行異或運算,低位向高位移位,高位用0 補齊。然后,對移出的最低位數值進行判斷,若移出的為0,則不做任何操作;若移出的為1,則將寄存器與預設固定值進行一次異或,重復上述操作直至8位移位全部完成[4]。當最后一位移位完成時,在進行下一8 字節與寄存器當前值的異或,按照同樣的運算方法當數據包中所有數據全部處理完畢后,生成的數據序列即為CRC 校驗碼。這一環節的流程圖如圖1 所示。
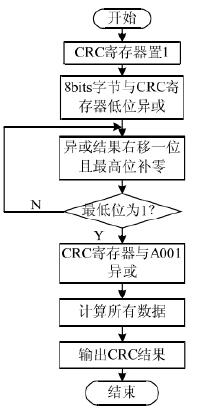
圖1 CRC 校驗子程序流程圖
通訊功能的實現。通訊功能的實現需要按照如下步驟進行,在VB 編程軟件中引用MSComm控件對串口進行初始化,用232端口號對校驗方式和波特率進行設置,加載CRC 校驗碼,加載與初始化上行、下行定時器,測試通訊連接是否正常,此時串口根據預設定時時間向單片機發送命令,同時記錄發送次數,若數據功能位為0 且接收到數據信號,則說明通訊連接成功,若發送命令超出100 次還沒有接收到數據,說明串口通信錯誤,需要檢查數據接收終端。
3、大型機床導軌直線度測量誤差評定算法
空間直線度誤差評定算法作為大型機床導軌直線度測量誤差常用算法之一,其具體計算過程為將空間直線投影到給定坐標系的XY 平面內,并求出投影后的直線度誤差。根據計算結果繪出某一空間線的測量結果,并將該線投影在XY 平面上,求出對應坐標,從而將空間線轉化為平面線。按照平面線直線度旋轉法求出第一次投影的平面線直線度誤差。
以X 軸為旋轉中心旋轉空間線,此時該線X 坐標不變,求出其在XY 平面上投影的直線度誤差。重復上述步驟直至空間線旋轉為初始位置。在這一過程中,會得到許多平面直線度誤差,求出其中最大值,該值即為空間直線度誤差。
4、結束語
由上文分析可知,要想設計出功能強大、性能良好、可擴展性強、適用范圍廣的大型機床導軌直線度測量儀,就必須從單片機選型、無線數據傳輸、放大電路、通訊功能實現、數據校驗、直線度誤差評定算法等各個環節進行科學合理的設計,對所需元器件精心選型,以進一步提高該系統在市場上的占有率,提高產品的使用性能。
參考文獻
[1]張軍峰,王燕燕.EST 法測量機床導軌直線度誤差分析[J].機床與液壓,2010,3:46-49.
[2]鄭茜瀅.高剛度滾動直線導軌設計及精度分析[D].哈爾濱工業大學,2013.
[3]李躍暉.大長度導軌直線度視覺測量方法的研究[D].西安理工大學,2009.
[4]張恩政.基于雙頻干涉的直線度及其位置測量方法研究[D].浙江理工大學,2010.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

