


數控機床電氣系統的技術特點分析
2021-2-25 來源: 衡水學院 作者:郭向榮
摘要:在當今的工業生產與制造領域中,數控機床得到了越來越廣泛的應用。電氣系統是數控機床的一個重要組成部分,電氣系統的穩定運行是保障數控機床生產效率與生產質量的關鍵。為保障數控機床電氣系統的良好穩定運行,文章對數控機床電氣系統的結構組成、系統設計、故障特點及典型故障進行了分析,旨在為數控機床電氣系統的合理應用提供參考。
關鍵詞:數控機床;電氣系統;技術特點
數控機床的電氣系統比較復雜,在具體應用過程中很容易出現故障,這些故障不僅會降低數控機床的生產效率與生產質量,同時也會對其使用壽命造成不利影響。因此,在數控機床具體的應用過程中,工業生產企業一定要明確其技術特點與系統設計,并對其故障特點及其典型故障進行分析,提升數控機床的使用效果,延長其使用壽命。
1 、數控機床的組成
1.1 機械傳動機構
機械傳動機構可以直接對數控機床的具體運動進行控制,它的精度會對零件加工精度造成直接影響。通常情況下,數控機床中的機械傳動機構主要由兩個部分組成,其一是主軸傳動機構,其二是進給軸傳動機構,前者與主軸電動機相配合,對主軸運動進行控制;后者主要和進給電動機相配合,對進給軸的運動進行控制。
通過這兩個傳動機構的相互配合,可以在三維坐標所指定的區域之內實現相應軌跡的控制,以實現毛坯件加工。在此過程中,電氣系統可以對其開關量進行控制,以保障每一個機械運動部件動作的順序性,進而實現機床工作效率的顯著提升,并較普通機床實現人力成本的大量節約。
1.2 電氣系統
在數控機床的應用過程中,電氣系統扮演著執行者的角色,它的主要組成部分包括電源、電機以及繼電器等模塊。電源可以為數控機床提供電流,其電流供給共有兩種性質,第一種是直流電,第二種是交流電,前者主要為電機和繼電器這兩個模塊供電,后者主要為傳動機構供電。電機可以實現交流電到機械力的轉變,然后借助傳導功能對機械傳動形式進行控制。直流電主要用作三相交流異步電動機中,為其制動提供電能;同時,CNC 系統啟動和停止按鈕和都需要直流電。在整個電氣系統中,繼電器是一個重要的執行者,該模塊主要用來實施電氣系統中的動作邏輯,以實現機床各種生產動作的統一規劃和控制。
1.3 可編程控制器
可編程控制器就是 PLC 系統,它在數控機床中起到核心性的控制作用。具體運行中,數控機床的控制任務有三個,第一個是主軸控制,第二個是位置控制,第三個是輔助控制,而 PLC 系統可以借助插補程序的分析與應用來行輔助指令的識別,并以控制數控機床的輔助動作。在數控機床的具體應用中,PC 端或編程人員輸入的相應插補程序會被翻譯為機械語言的形式,然后傳輸到伺服控制模塊,這一模塊在接收到了相應的脈沖信息后,會根據信息控制電機驅動,以實現主軸以及位置的同步控制。在此過程中,位置檢測裝置會對電動機的狀態等數據進行檢測,并將所有采集到的數據都轉換成二進制形式的數據傳輸到數控系統,以保障數控機床控制的精準度。
1.4 保護機制
在數控機床具體的工作中,可能會有一些緊急情況發生,基于此,就需要設計一種相應的保護措施,以避免緊急情況對機床生產的不利影響。在具體設計中,應該設置一個故障急停按鈕。在發生故障或誤操作時,操作人員只需按下急停按鈕,就可以讓機床的工作立即停止,有效避免事故。
2 、數控機床電氣控統設計
2.1 PLC 對外控制設計
在數控機床處在手動操作或者是自動操作狀態下,借助操作界面上的相應按鈕,或者是 M、T 指令的執行,就可以讓 PLC 實現開關信號對外輸出的有效控制,以運行數控機床的輔助功能,如冷卻開關、機械手換刀以及刀庫選刀等的各項操作。另外,機床側的每一類檢測開關都將會把當前的機床狀態輸入 PLC 系統,然后借助 PLC 系統對其進行邏輯運算。
2.2 PLC 對內控制設計
在數控機床的應用過程中,每一個 PLC 控制動作的完成都要和 CNC 之間交換數據,這個數據交換信號也叫作接口信號,每個接口信號的功能都是由數控系統進行規定。具體應用中,數控系統可以按照接口信號進行主軸以及伺服軸等的控制。
2.3 數控機床中 PLC 和機床側的 I/O 接口設計
在對數控機床的電氣系統進行設計中,PLC 和機床側的 I/O 接口的布置示意圖如圖 1 所示。
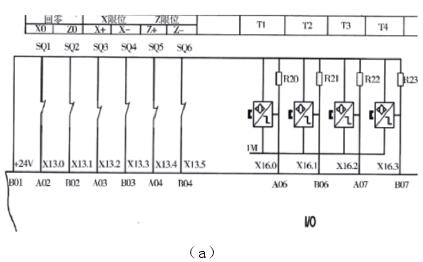

圖 1 PLC 和機床側的 I/O 輸入接口(a)和輸出接口(b)布置示意圖
3 、數控機床電氣系統故障的特點、分類及其分析
3.1 數控機床電氣系統故障的特點
第一,在電纜經過長時間的磨損之后,可能會存在短路或斷線情況,橡膠電線有時會出現膨脹、黏化,直接引起絕緣系統的故障,進而導致短路。第二,由于環境溫度過高、電柜溫升過快等外界環境對電氣系統的影響,一些電氣元件很容易損壞。第三,在明確故障原因的情況下,檢修人員通常習慣采取最簡便的方法進行故障維修,這樣也就很容易遺漏一些問題。第四,異步電機進水,排削器、冷卻泵以及電動道等設備很容易被損壞,進而引起軸承的超負荷運行情況,這樣的情況也將引起電機故障。
3.2 數控機床電氣系統故障的分類
在對數控機床電氣系統故障進行分類的過程中,通常可以按照以下幾個類別進行劃分:第一,根據故障位置,可以將其劃分為軟件故障以及硬件故障。第二,根據故障發生的頻率,可以將其劃分為系統性故障以及隨機性故障。第三,根據是否有指示,可以分為有診斷指示類型的故障和無診斷指示類型的故障。第四,根據是否具有破壞性,可以分為有破壞性的故障和無破壞性的故障。
3.3 數控機床電氣系統故障的分析
在發現數控機床電氣系統出現了故障之后,可以通過三個步驟進行故障分析,第一步是調查,第二步是分析,第三步是診斷。在接收到來自 PLC 的故障警告信息之后,首先應保持好故障現場,同時對出現故障時的具體指示情況進行全面檢查,通過故障現象的觀察找出引起故障的外部原因。在檢查者來到故障現場后,應該向現場的當事人全面了解故障發生時的情況,以更準確地判斷。然后是對故障進行分析,應該通過現場的已知故障情況,并通過個人經驗對可能導致該故障產生的原因進行判斷,最終實現故障信息的有效獲取。在完成了故障分析和故障原因之后,應根據實際選擇合理的處理方法,并根據故障的大小做好處理之前的準備工作,以保障故障處理效果。
4 、數控機床電氣系統典型問題及解決方式
4.1 四方刀架換刀故障
在數控機的應用過程中,四方刀架換刀故障是一個典型的電氣系統故障。比如,通過手動以及自動換刀功能進行 CK6140 數控車床換刀的過程中發現無反應,系統所顯示的信息是“換刀時間過長”。在出現此類故障時,應先對時間參數進行檢查,看時間參數是否被修改;若時間參數正常,應該對控制狀態的正確性進行檢查,看電器柜內的電器工作是否正常。在此次故障檢查中,經檢查發現,繼電器停止工作,該故障的主要原因是繼電器元件被損壞,經進一步的檢查發現,繼電器保險絲已經被燒毀,在通過儀器檢測的過程中發現,電動機兩相之間有著非常小的電阻,最后在接線盒上發現了很多鐵屑,由此可判斷,這些鐵屑是導致此次故障的主要原因。具體維修過程中,將這些鐵屑清理干凈,并為繼電器更換了新的保險絲,故障便得到了有效排除。
4.2 無法回到參考點故障
在某企業進行 XK841 數控銑床的應用過程中,電氣控制系統出現了無法回到參考點的故障,其主要故障現象是X 軸不能回到參考點。具體診斷過程中,首先進入電氣控制系統的 I/O 診斷界面,將 X 軸的軸向開關按下,發現 X軸無動作,由此可以初步做出判斷:X 軸限位開關存在故障。這時,可以打開行程限位開關,目測發現其內部存在少許液體,由此可判斷是這些液體導致的開關短路。此時,可以將形成限位開關換掉,讓這一問題得以解決。但是在解決了該問題之后,還需要進一步確認開關內出現液體的原因,經進一步的檢查發現,進行切削液傳輸的塑料管已經損壞,導致切屑液滲漏,進而造成了開關積液短路。因此,在下一步的維修中,將損壞的塑料管更換掉,該問題就得到了徹底解決。
5 、結束語
在數控機床中,電氣系統的應用是保障機床控制效果,提升機床生產效率、生產質量和節約成本的關鍵。但是因為電氣系統的結構比較復雜,且很多外部因素都會對系統運行造成不利影響,所以在具體的應用過程中,數控機床的電氣系統也就很容易出現一些問題,進而對機床的正常運行造成不利影響。基于此,技術人員應全面了解數控機床的組成及其電氣系統的設計,這樣才能有效掌握數控機床電氣系統的技術特點,以實現科學、合理、準確的故障分析和故障處理。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

