


【摘要】數控加工中心加工內螺紋是一種比較先進的加工方法。內螺紋銑削加工相比較于傳統的內螺紋加工具有加工精度高、加工效率高等優勢,尤其是對大直徑的內螺紋加工,數控銑削加工具有更大的優勢。
【關鍵詞】大直徑內螺紋;銑削加工;螺紋銑刀
1 、前言
螺紋在各行各業都被廣泛應用。飛機、汽車等隨處可見螺紋,甚至在日常生活中也隨處可見。螺紋在模具行業里更被廣泛應用。因此螺紋的加工非常的重要。以前傳統的螺紋加工方法一般為采用螺紋車刀車削螺紋或采用絲錐、板牙手工攻絲。然而隨著機械加工技術的高速發展,螺紋的加工也出現了各種先進的加工方法。并且在螺紋的加工上發揮了很大的作用,無論是從加工精度上還是加工效率上都有了很大的提高。內螺紋是螺紋連接的重要組成部分,而內螺紋的加工卻是生產中最復雜的一項任務。往往內螺紋的加工質量的好壞直接影響著整個零件的質量。
2 、內螺紋的各種加工方法
2.1 傳統的絲錐攻絲技術
絲錐是加工內螺紋的常用工具,它是在加工出螺紋的底孔后再用絲錐攻出內螺紋的一種加工方法。絲錐攻絲可分為手動攻絲和機動攻絲兩種,無論是手動攻絲還是機動攻絲都具有通用性高、適用范圍廣泛的特點。然而,傳統的攻絲方法也存在很多的缺點:(1)切屑狀態不方便控制,且切屑不容易排出,易造成加工表面被劃傷。(2)容易造成孔徑被擴大,絲錐易折斷。(3)加工速度低。
2.2 其它的攻絲技術
近年來,在傳統的攻絲技術的基礎上又陸續出現了擠壓攻絲技術、高速攻絲技術、沖擊攻絲技術等各種攻絲技術。
(1)擠壓攻絲技術
該加工技術是利用金屬材料受力后發生塑性變形以及流動特性,在工件螺紋底孔上利用擠壓絲錐加工出內螺紋的技術。擠壓攻絲加工螺紋相比較于傳統的攻絲技術具有提高擠壓絲錐的使用壽命、加工質量穩定及加工精度高等優點。但是由于該技術是要利用加工材料的塑性變形的特性,因此擠壓攻絲技術不能加工脆性材料上的螺紋孔。另外由于擠壓絲錐沒有標準化,需要自己設計和制造,也制約了該技術的發展及推廣使用。
(2)高速攻絲技術
隨著機械加工技術的高速發展,尤其是高速切削的出現對螺紋的加工也提出了更高的要求。也就有了高速攻絲技術的出現。高速攻絲技術的技術要點是高速絲錐及高速可反轉攻絲夾頭利用高速螺旋插補機構和高壓切削液的供給來實現。
以上的內螺紋加工方法都屬于攻絲加工技術,都需要用到絲錐,目前絲錐的大小是有尺寸限制的,尤其是很少生產直徑大于30mm的絲錐,這也就制約了加工的適用范圍及加工的效率。那么,針對大直徑的內螺紋的加工,主要介紹了用數控加工中心利用螺紋銑刀來進行加工。
3 、數控加工中心加工大直徑內螺紋
3.1 加工螺紋的分析
本次加工的螺紋為M30×1.5 深20㎜的螺紋孔。根據機械設計手冊可計算得:
螺紋牙高=0.65×1.5=0.975㎜
螺紋小徑=30-2×0.975=28.05㎜
本文重點介紹螺紋的加工,因此內螺紋孔的加工過程則省略,我們假設是已經按要求加工出直徑為28.05㎜、孔深為25㎜的螺紋的底孔。
3.2 加工刀具的選擇
為了加工方法更具有普遍性和可操作性,我們選擇通用更好的可轉位單刃螺紋銑刀如圖1所示。

根據加工螺紋的直徑為30㎜,可以選擇刀桿直徑為16㎜的螺紋銑刀來進行加工,刀片使用涂層硬質合金材料。為減少裝夾誤差及定位誤差,螺紋的粗加工、半精加工及精加工都選擇同一把螺紋刀進行。
3.3 切削用量的選擇
綜合考慮加工的材料和所使用的刀具材料、直徑等各方面的因素以及多次試加工的結果,查閱相關的機械加工設計手冊
本螺紋的加工選用的切削用量如下:
(1)主軸轉速S=5000 轉/分鐘。
(2)進給速度F=2000㎜/min。
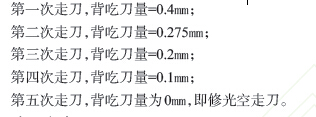
(3)背吃刀量的選擇。為了提高螺紋的切削質量,采用的加工方式為遞減方式即每次背吃刀量逐步減少,如圖2所示。
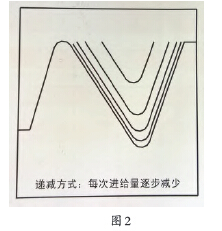
根據螺紋牙形深度,從相對大的初始值0.2-0.4㎜,到較小的0.09-0.02㎜逐漸減小,直到最后完成。最后一次沒有進給的是修光空走刀,是為了消除加工過程中的反彈。
根據本文所加工螺紋的牙高為0.975㎜;背吃刀量的選擇:
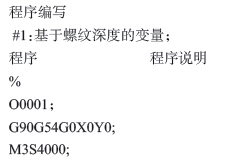
3.4 加工程序
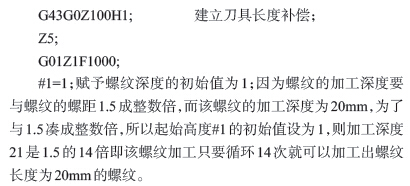
本螺紋加工采用宏程序結合刀具半徑補償來進行編程。編寫加工程序前要先確定螺紋銑刀加工時的回轉直徑。方法如下:
(1)用一把標準的銑刀或尋邊器來對刀建立工件坐標系G54。(過程略)
(2)換上單刃螺紋銑刀(該刀刀長補已確定),將螺紋銑刀移動到坐標原點上方,可通過在MDI 模式下輸入G90G54G0XOYO,并執行。使該螺紋刀的回轉中心線與螺紋孔
中心線重合。
(3)手動方式使主軸轉動,并將刀具下降到刀尖低于螺紋孔上表面,將此時X軸相對坐標清零,然后沿X軸移動刀具使刀尖在孔內壁劃出輕微的劃痕后,停止刀具移動,并記下此時的X軸在機床上顯示的相對坐標值(該值就是我們要求的螺紋銑刀加工時的回轉半徑)。將刀尖移動離開孔壁并抬刀到工件上表面。

程序說明:該程序利用改變刀補值來分5 次實現螺紋牙高0.975mm 的加工:即D1= - 0.4mm,D2= - 0.675mm,D3= -0.875mm,D4= -0.975mm,D5= -0.975mm;該刀補值的修改要手動進行。
4 、總結
在各種零件中螺紋是很常見的部分,螺紋加工的方法也多種多樣。但一種好的加工方法,應該是一種簡單易行,不需要用專用夾具的方法,因為專用夾具是需要專門設計生產,會給我們的加工增加成本,也會縮小該加工方法的適用范圍。本文所介紹的用單刃螺紋銑刀加工內孔螺紋的方法,首先不要使用專用的夾具,只需要普通的臺虎鉗;也不需要專用的刀具,加工的程序也是簡單易懂的一層嵌套的宏程序結合刀具半徑補償就可以實現。從理論上講,用這樣的加工方法可以加工任意尺寸、任何規格的內螺紋。而且,該方式加工出的螺紋精度比傳統的加工方法加工的螺紋更高,還可以實現高速切削,加工的螺紋表面質量也更好。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

