


摘 要: 加快我國數控高技能人才培養,引導廣大企業職工和各類職業院校師生努力學習知識、刻苦鉆研技術,走技能成才之路,幾乎各省市都會舉辦各種數控技能大賽,用宏編程來實現橢圓弧、拋物線、異型螺紋的加工編程在每次數控競賽中必須用到,然而以異型螺紋數控車削宏編程尤為最難。以一圓弧面上加工圓弧螺紋編程為例,指出了紋加工形成原理與三個常用的螺紋加工指令的區別,介紹了異型螺紋數控車削宏編程的方法。
關鍵詞: 異型螺紋; 數控車削; 宏編程; G32 指令
0 引言
螺紋是我們常見的零件,在教學中或生產中經常遇見,螺紋按牙型分類三角形螺紋、鋸齒形螺紋、梯形螺紋等。在各種數控系統的數控車床上,都有專門的針對螺紋車削指令,常見的都是 G32、G92、G76 等,可以順利地加工出單頭或多頭的、公制( 英制) 三角形螺紋。但在某些特殊場合,需要加工一些異型螺紋,應用傳統的螺紋車削指令不能順利完成。對于水平一般的手工編程者來說簡直是不可能的事情,感覺無從下手,導致無法順利完成異形螺紋的加工編程。實際上只要我們合理結合宏程序并靈活運用相應的螺紋數控切削基本指令,完全可以實現對該類零件的編程與加工,異型螺紋問題便可以迎刃而解。
1 、 螺紋的形成與加工原理
在機械加工中,螺紋是在一根圓柱形的軸上或內孔表面用刀具或砂輪切成的,此時工件每轉一轉,刀具沿著工件軸向移動一定的距離,刀具在工件上切出的痕跡就是螺紋。在外圓表面形成的螺紋稱外螺紋,在內孔表面形成的螺紋稱內螺紋,螺紋的基礎是圓軸表面的螺旋線。
2 、 G32、G92、G76 螺紋加工指令的格式與區別
2. 1 單行程螺紋切削指令 G32
指令格式: G32 X( U) ____ Z( W) ____ F____指令中的 X( U) 、Z( W) 為螺紋終點坐標,F 為螺紋導程。
2. 2 螺紋切削循環指令 G92
螺紋切削循壞 G92 為簡單螺紋循環,該指令可以切削錐螺紋和圓柱螺紋,其循環路線與前述的單一形狀固定循環基本相同,只是 F 后續進給量改為螺距值。其指令格式為:
G92 X( U) ____Z( W) ____R____F____;
2. 3 螺紋切削多次循環指令 G76
G76 螺紋切削多次循環指令較 G32、G92 指令簡潔,在程序中只需指定一次有關參數,則螺紋加工過程自動進行。G76 螺紋切削指令的格式需要同時用兩條指令來定義,其格式為:
G76 P( m) ( r) ( a) Q____ R____;G76 X( U) Z( W) R( i) P( k) Q( Δd ) F( L) ;螺紋加工方法有直進法和斜進法,應用 G32、G92 指令編程,螺紋刀具是直進法加工螺紋,加工刀具的阻力比較大,這兩個指令一般適合螺距比較小的螺紋編程,應用 G32 指令編程時,螺紋刀具每走刀一次,都必須應用一次 G32 指令,螺紋程序比 G92 指令更加繁瑣。而應用 G76 指令編程,螺紋刀具是斜進法加工螺紋,加工時刀具所受的阻力小,該指令更適合螺距比較大的螺紋編程。
3 、圖樣與編程分析
通過對圖 1 所示異形螺紋分析可知,該螺紋牙型為 R2. 1的直徑圓形螺紋,且螺紋是依附在 R43. 5 的圓弧面上均勻分布,牙深為 1mm,這也是該螺紋的特殊性,根據螺紋的形成原理,這里我們可以選擇普通的螺紋車刀作為加工刀具,也可以選擇 R2. 1 圓弧車刀作為加工刀具,前者的加工程序更為復雜,一般人員很難理解,后者加工程序相對簡單,學者容易理解掌握,這里僅介紹以 R2. 1 圓弧刀具進行編程。但是,以 R2. 1 圓弧車刀即成型刀加工過程中的阻力比較大,容易發生蹦刀現象,所以每次切削過程中的切削深度不易過大,為解決每次切削深度問題,借助于宏程序變量來編程,即可實現該類異型螺紋的數控車削編程。編程過程中只要控制好主軸轉速與刀具進給速度之間的關系,并使刀具的移動軌跡按給出的圓弧曲線運動,即可實現螺紋附著在圓弧面上,從而車削出該類形狀的異型螺紋。
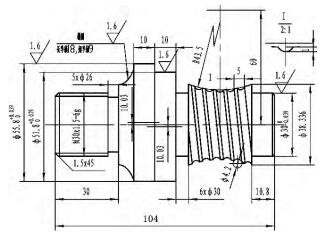
圖 1 異型螺紋零件圖
4 、圓弧面玄長與螺紋引入、引出坐標的計算
![]()

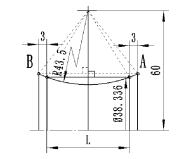
圖 2 玄長與 A、B 點坐標計算輔助圖
5 、加工參考程序
根據螺紋加工形成的原理,主軸每轉一轉,刀具就移動一個螺距,便可以形成螺紋。想要用 R2. 1 的成型刀加工出如圖1 所示的異型螺紋,問題的關鍵是要實現刀具每次的切入角是在同一個角度位置切入。為此,這里主要是選擇 G32 指令來確定成型刀具的每次實際切入位置,程序中的 G32 指令并不是為了實現螺紋編程用,而是使刀具每次的切入角度一致。由于圖1 中的其他部位編程并不難,所以其程序省略不寫,O0056 號程序只是列出了加工異型螺紋的程序段,程序的格式為我們常用的 FANUC - 0i 系統格式,程序如下所示。
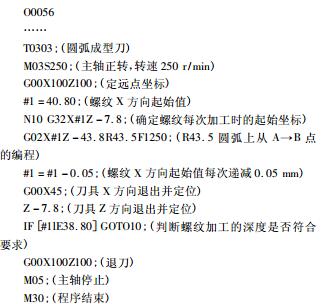
O0056 程序是用成型刀對如圖 1 所示異型螺紋的編程方法,如果不是使用成型刀,其實也可以應用 G32 指令并結合宏程序變量進行編程,但是這種方法相對比較復雜,本文不作介紹。
6、 結語
隨著每年數控競賽的的競爭激烈性,肯定會出現各種各樣的異性螺紋。例如,普通三角螺紋、圓弧型螺紋、橢圓弧螺紋等依附在橢圓面上或圓弧面上,但是不管是什么形狀的異型螺紋,總離不開這三種螺紋編程指令,只要充分掌握這三種螺紋指令格式,理解他們之間的區別,并結合宏程序變量編程,便可實現對異型螺紋的數控車削編程。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

