


快速車螺紋夾具
2017-6-8 來源:沙洲職業工學院 作者:錢袁萍
摘要: 在普通車床上使用快速車螺紋夾具加工內外螺紋可采用較高的切削用量, 改善工人勞動強度, 使生產效率提高, 并可使車螺紋工序易于實現機械化和自動化。
關鍵詞: 車床; 車螺紋; 夾具
0.引言
在車床上加工內外螺紋時, 一般都要用限位器來控制螺紋的切削長度,操作中注意力要十分集中,只能采用較低的切削用量,生產效率比較低。使用快速車螺紋夾具可以克服上述缺點,使車螺紋工序實現機械化和自動化,可提高工作效率 1~2 倍。
1.夾具的結構
快速車螺紋夾具如圖 1 所示。 夾具的基座 2 上有燕尾形導軌,裝有刀架 1 的滑座 5 可在上面移動。 滑座上裝有液壓減震器, 它通過螺桿 4 壓在基座孔中的螺母 3連接。 液壓減震器由殼體 6 和帶環形槽的液壓油缸 7 組成,殼體與滑座連接,而液壓油缸則和殼體連接。 筒狀活塞 8 用螺母 10 與螺桿 4 連接, 可以在環形槽中移動,螺桿的末端為手柄 9。 殼體中裝有彈簧 11,以保證殼體隨同滑座一起向最左位置移動。內腔 13 中注有油液,當殼體相對活塞移動時,油液便通過節流螺釘 12 從左方流到右方或從右方流到左方。螺桿 4 上裝有限位螺母 17 和鎖緊螺母 18,其功能是當滑座在最前位置時起限動作用。 當滑座處在退出位置時是靠齒條 16 和定位銷 15 來支承的。
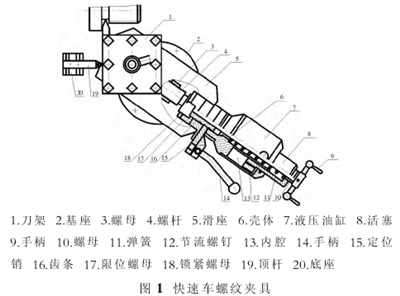
該夾具裝在車床橫刀架上工作,它可對頂針回轉 25~300。 在機床導軌左邊裝有限位器 ,限位器由底座 20 和 帶滾輪的頂桿 19 組成的。
2.夾具的工作原理
在起始狀態時,滑座處于最右位置,承受彈簧的作用力,作用力大于最大的徑向切削力。 轉動橫向刀架上的絲桿使車刀移近工件的外緣,而移動橫向刀架時,刀具就向工件凸臺的端部靠近。 移動限位器,將滑輪靠在滑座上,將夾具緊固。然后,將刀架退到原來位置,使車刀送到第一次切削的位置。 調好工件轉速,再開動機床,此時車刀向左移動并開始切削螺紋。
當車刀接近工件的凸臺時,滑座即靠住頂桿 19 的滾輪, 使滑座的縱向移動停止。 但此時基座 2連同刀架仍繼續移動并迫使滑座沿基座導軌移動。與滑座牢固連接并裝有液壓油缸 7 的殼體 6 移動時,因彈簧受壓縮,油液便流往活塞內腔的右部,定位銷15 相對齒條 16 往右移動 ,并在主軸變速和刀架返回時將滑座在退出的位置上固定。當刀架停止在最右位置時,可按橫刀架刻度盤進刀,以便繼續進行切削,同時壓緊手柄 14,使定位銷從齒條上脫開,此時彈簧作用于殼體并將滑座移到工作狀態,同時油液通過節流螺釘上的孔流入左腔, 減慢滑座的移動速度和減輕沖擊。在車削內螺紋時,夾具對頂針的中心線反向轉動 25°~300°的角度 。
3.應用實例
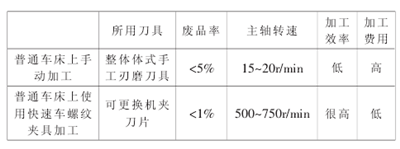
圖 2 所示零件是張家港市鴻鑫模具廠用于沖床上緊固沖頭用的鎖緊螺母。 該零件在一些大中型模具企業中用得較多,同時該零件易磨損,需要經常更換,如果在普通車床上加工,由于該零件內螺紋屬于盲孔加工,且螺紋退刀槽窄(只有 5mm),刀具易損壞,而一旦刀具損壞就會引起產品報廢,同時加工中工人的勞動強度大、切削效率低、加工費用高;若采用數控機床加工則加工費用高。 普通車床上采用圖 1 所示快速車螺紋夾具加工該零件與在普通車床上手動加工該零件的比較見表 1。 從表中可知,采用該夾具后主軸轉速明顯增加,從而使切削力減小(故可采用機夾刀片),背吃刀量增加(故走刀次數減少),因而提高了切削效率、降低了廢品率和加工費用,并且改善了勞動強度。
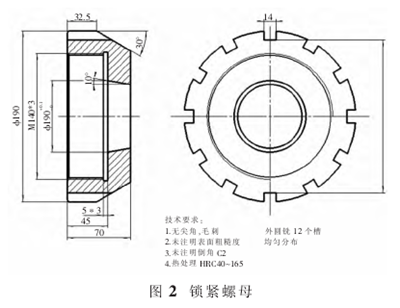
表 1 在普通車床上手動加工與在普通車床上使用快速車螺紋夾具加工的比較
4.結論
在普通車床上使用該夾具加工內外螺紋有如下優點:①夾具結構簡單、操作方便;②可采用較高的切削用量來加工螺紋,使生產效率提高、加工費用降低;③可使車螺紋工序易于實現機械化和自動化,改善了工人的勞動強度
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

