


起重機車架螺紋孔加工應用方案研究
2022-6-29 來源:- 作者:-
摘要 : 本文重點對工程機械行業中起重機車架螺紋孔加工進行研究,根據車架座圈法蘭內螺紋加工的特點、難點,分別對螺紋銑削以及多種螺紋攻絲等方式進行了對比分析,針對車架螺紋孔加工中最常見的纏屑問題,使用西門子數控系統的斷屑攻絲循環進行了實際加工測試,防纏屑效果顯著,在延長刀具使用壽命的同時,保持了加工效率,并維護了操作者的安全。
關鍵詞 : 起重機,車架,螺紋孔,螺紋銑刀,擠壓絲錐,螺尖絲錐,螺旋槽絲錐,攻絲,斷屑
1.引言
車架是汽車起重機的關鍵部件之一,它與上車部件轉臺共同配合完成起重機臂架的轉向運動(如圖 1)。對于車架的加工,主要包含座圈平面的銑削和座圈端面螺紋孔的鉆孔、攻絲,其中車架座圈法蘭螺紋孔加工過程中的纏屑問題,一直是生產制造過程中的技術難題,本文通過實際加工測試案例,重點探討解決螺紋孔加工中纏屑問題的相關工藝和方法。
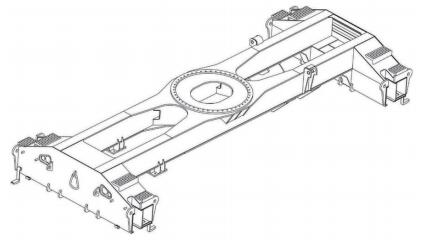
圖 1 車架示意圖
2. 車架加工要求及工藝特點
與普通汽車的車架不同,為了滿足重載荷的要求,起重機車架是專門設計制造的,采用低碳高強度鋼板焊接而成。板材通常選用 HG70 這一類的焊接結構鋼,屈服強度大于 590MPa,抗拉強度大于 685MPa,具有良好的焊接性及低溫沖擊韌性。同時板材硬度較高,約為 HRC35,因此焊接后的車架整體剛性高、抗扭性強。由于車架體積十分龐大,大直徑座圈端面需要進行銑削,座圈上端面還要進行大量的鉆孔和攻絲,完成所有這些加工需要在中型以上的龍門加工中心上進行。

圖 2 龍門加工中心加工車架座圈法蘭
座圈端面通常均勻分布著數十個規格在M20~M27 的螺紋孔,以某型號車架為例(如圖 3所示)需要加工座圈端面的 48 個深度約為 55 毫米的 M24 螺紋孔。
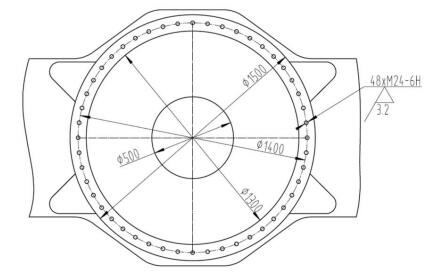
圖 3 座圈端面圓弧陣列螺紋孔
3. 螺紋加工方法分析
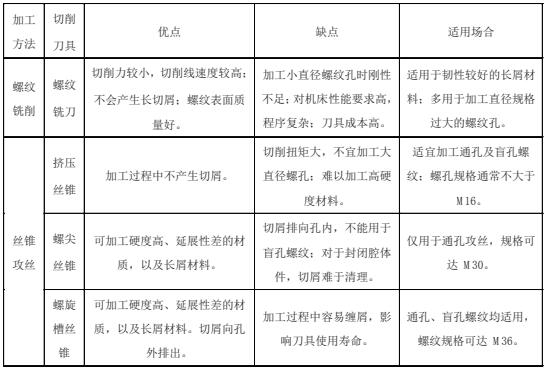
對于內螺紋加工主要有兩類加工方法,一類是用螺紋銑刀進行螺紋銑削,另一類是使用絲錐進行攻絲。絲錐攻絲時比較常用的切削刀具主要有擠壓絲錐、螺尖絲錐和螺旋槽絲錐等。現將各自特點及適用場合總結如下 :
綜上所述,根據現場車架的實際加工需求,以及對毛坯材料的硬度、螺紋孔直徑、以及機床性能和編程方法的綜合考慮,M24 的螺紋孔還是選擇使用螺旋槽絲錐進行攻絲的方式比較實用。
螺旋槽絲錐在使用中最常見的問題就是切屑容易纏繞刀具。雖然螺旋槽絲錐為了排出切屑專門設計了螺旋形導向槽,但是對于加工鋼件的絲錐,為了加強絲錐的強度,螺旋升角一般限制在30度,切屑離開螺紋孔后即快速向水平方向伸展,如果鋼材韌性較好,一旦切屑遇到阻礙便會阻滯后續切屑的運動,導致長切屑纏繞到絲錐上。后續切屑不能及時地順利排出,便會加劇絲錐與工件之間的摩擦,從而降低刀具使用壽命。如果切屑阻塞嚴重,還容易導致絲錐被折斷。
產生上述情況的原因,通常是由于用戶使用傳統的一刀到底攻絲模式(如圖 4 所示),采用這種方式對長屑材料進行攻絲,纏屑現象是難以避免的。

圖 4 螺旋切削絲錐纏屑現象
表 1 常用螺紋加工方法對比
通常在使用切削絲錐進行攻絲的過程中,為了防止切屑纏繞刀具,可以選擇以下兩種防止絲錐纏屑的工藝方法其中之一 : 孔外排屑或者孔內斷屑。圖 5 和圖 6 分別為西門子攻絲循環中,排屑法與斷屑法的設置界面。
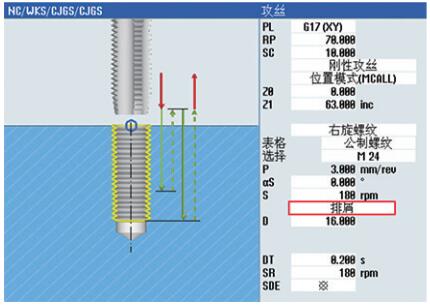
圖 5 孔外排屑攻絲模式
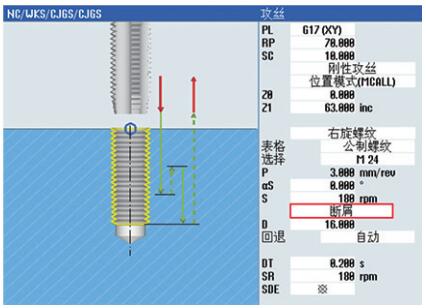
圖 6 孔內斷屑攻絲模式
采用孔外排屑的攻絲模式,是將整個攻絲過程劃分為幾個固定的深度,每次攻入一個固定深度后,就將絲錐反轉至完全退出螺紋孔外,將切屑全部甩出。雖然使用這種方式對切屑的排除非常徹底,并極大減少了切屑對螺紋表面的劃傷,但是使用這種方式會導致加工的空行程較多,對加工效率影響較大,通常只用于對螺紋表面質量要求較高的情況。
孔內斷屑的攻絲方式是在剛性攻絲過程中,每攻入一定的距離,絲錐就進行一次極短距離的反轉回退,使切屑在螺孔中斷開。雖然此時切屑并沒有完全排出孔外,但長切屑已經被分解為短小的切屑(如圖7所示),不再具備纏繞刀具的條件。

圖 7 孔內斷屑后切屑不再纏繞刀具
與孔外排屑的攻絲模式相比,使用孔內斷屑的攻絲模式避免了攻絲過程中長距離往復的空行程動作,更為節省加工時間。于此同時,通過系統測試、優化主軸以及 Z 軸的動態特性(如圖 8所示),使主軸與 Z 軸的插補效果更好,大幅度提高絲錐回退時的主軸轉速及其相應的加速度和加
加速度,進一步節省了加工時間,保證了加工效率。
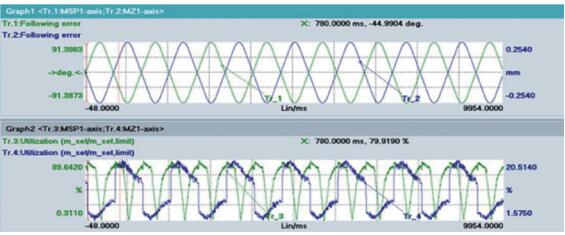
圖 8 主軸與 Z 軸跟隨誤差測試
4. 實際測試結果
經過上述對比分析,最終在使用西門子攻絲循環時,采用了既能滿足斷屑要求,又能節省加工時間的孔內斷屑攻絲模式。
通過現場實際切削測試,使用傳統一刀到底攻絲模式和斷屑攻絲模式的加工效果對比如下 :
表 2 加工時間及刀具壽命對比
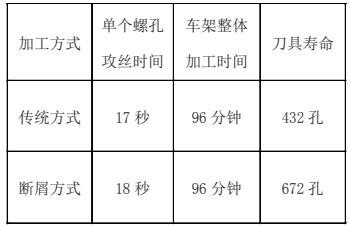
由此可見,采用斷屑攻絲模式后,絲錐使用壽命提高了 55%,車架座圈端面銑削、鉆孔及攻絲的總加工時間基本保持不變。
5. 結論
針對不同的螺紋規格以及不同的金屬材料,螺紋加工刀具及其工藝選擇具有一定的特殊性,選擇適合的加工方式才能保證良好的加工質量和較高的加工效率。本文介紹的螺紋斷屑方式已經大量應用在車架實際加工中,實踐證明,很好地解決了螺紋纏屑問題,在保證加工時間基本不變的情況下,達到了避免刀具纏屑,延長刀具使用壽命及保護機床操作人員安全的目的。
來源:
三一汽車起重機械有限公司 李興林 張 朋
西門子(中國)有限公司 武 坤 李曉暉
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

